



Graphene and MXene fibers: rising stars for emerging smart textiles
 0
0 Abstract
The rapid evolution of smart textiles has created a pressing demand for soft conductive fibers that simultaneously possess outstanding mechanical flexibility and high electrical conductivity. Emerging two-dimensional materials, particularly graphene and transition metal carbides/nitrides (MXenes), serve as ideal building blocks for constructing such high-performance soft conductive fibers. This review systematically summarizes recent advances in soft conductive fibers based on graphene and MXene nanosheets, with a primary focus on their integration into smart textiles. This review focus on the mainstream fabrication techniques including wet spinning, surface coating, and electrospinning which translate the intrinsic microscopic properties of graphene and MXene nanosheets into practical macroscopic fibrous assemblies. These soft conductive fibers can be effectively woven into smart textiles for a variety of wearable applications, such as electromagnetic shielding, flexible sensing, personal healthcare, thermal management and energy harvesting/storage. Furthermore, the review also discusses graphene/MXene composite and hybrid fibers, highlighting their fabrication strategies, synergistic reinforcement mechanisms, and enhanced performance benefits. Finally, we present a critical perspective on the opportunities and challenges facing graphene and MXene fibers in the pursuit of practical, large-scale wearable applications. Owing to their unique combination of properties, graphene and MXene fibers establish a robust platform for advanced wearable electronics and pave the way for next-generation smart textiles.
Keywords
INTRODUCTION
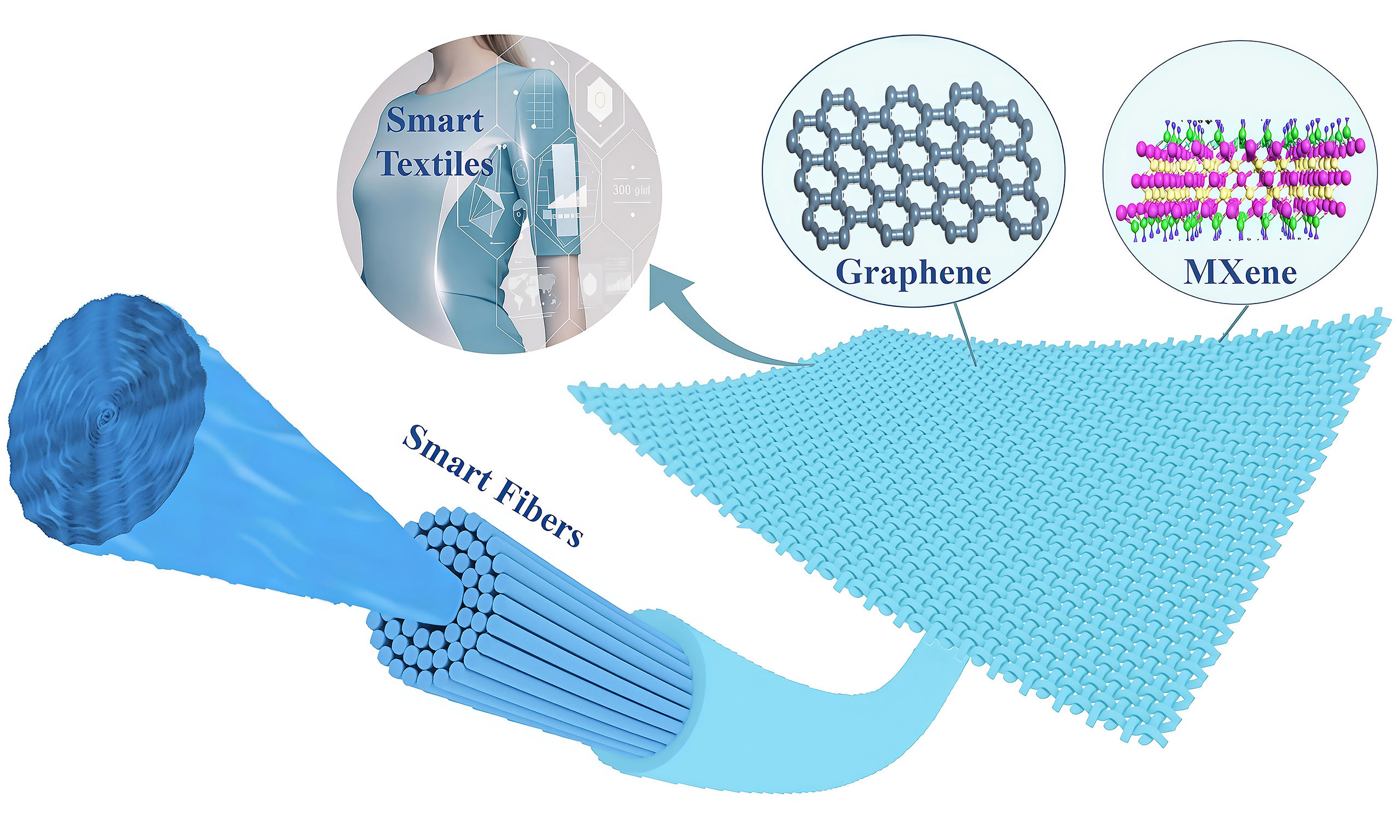
Driven by advances in Internet of Things (IoT), artificial intelligence (AI), and flexible electronics, smart textiles have evolved from merely providing warmth and decoration to becoming vital components of wearable technology. Today, they are spearheading innovations in personal healthcare, thermal management, energy storage, human-machine interfaces, and real-time physiological monitoring[1-5]. Central to this evolution are soft conductive fibers, the fundamental functional units whose performance critically determines the integration level and reliability of the entire smart textile system[6]. Consequently, the development of flexible conductive fibers that harmonize exceptional mechanical strength, high electrical conductivity, and superior flexibility has become a key focus for both academia and industry. While traditional metal-based fibers (e.g., stainless steel, silver) offer high conductivity, their practical applications are hampered by inherent drawbacks such as high density, stiffness, and susceptibility to corrosion. Despite their lightweight and flexible qualities, carbon nanotube (CNT) fibers still have issues with uniformity from batch to batch and high production costs. As shown in Table 1, we have gathered important performance indicators and cost-related features for typical conductive fibers to offer a clear benchmark reference. Because of their inherent superior mechanical, electrical, and chemical capabilities, inherent flexible conductive low-dimensional nanomaterials such as graphene and MXenes, have emerged as perfect building blocks for creating next-generation high-performance soft conductive fibers[7-9]. This assembly procedure is schematically depicted in Figure 1A, which shows how discrete graphene and MXene nanosheets are arranged in an orderly stack and orientation to create continuous macroscopic fibers. This is an essential step in converting their remarkable nanoscopic inherent qualities into macroscopic conductive fibers that benefit for smart textile applications.
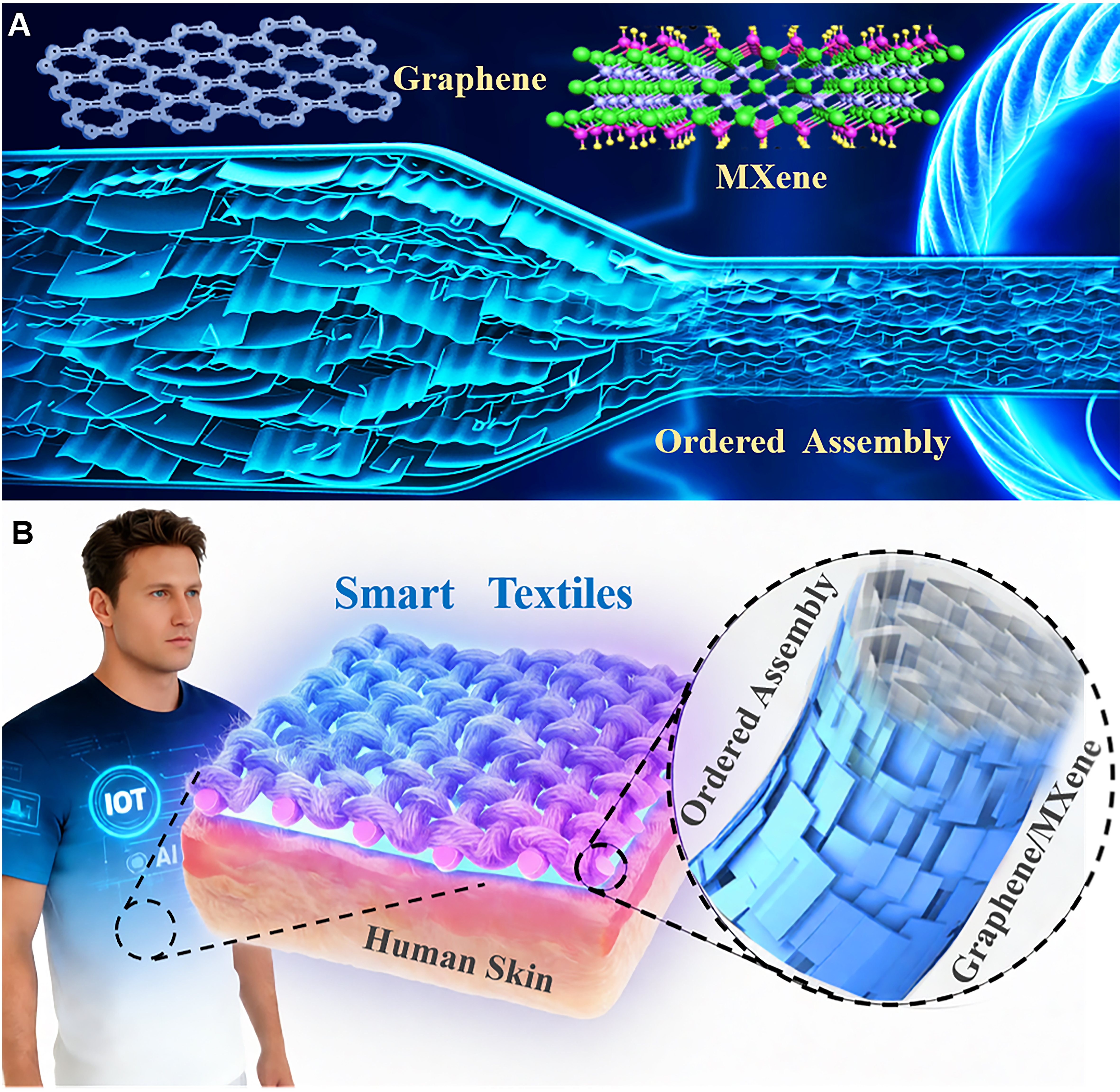
Figure 1. Graphene and MXene nanosheets assembly for smart textiles: (A) The ordered assembly of graphene and MXene nanosheets for flexible conductive fibers; (B) Graphene and MXene-based flexible conductive fibers for smart textiles and wearables. Created with Autodesk 3ds Max 2024.
Comparative evaluation of important features and uses representative conductive fibres’ properties
| Fiber type | Conductivity (S·cm-1) | Tensile strength (MPa) | Density (g·cm-3) | Scalability and cost | Long-term stability | Ref. |
| Stainless steel fiber | ~104 | 500-1,500 | ~7.9 | Medium cost, mature industry | Excellent (corrosion-resistant) | [51] |
| Silver fiber | ~105 | 200-600 | ~10.5 | High cost, easy to tarnish | Good (but sulfuration in air) | [62] |
| CNT fiber | 103-105 | 500-2,000 | ~1.3 | High cost, limited uniformity | Good (chemically stable) | [52] |
| GF | ≤ 1.2 × 106 | ≤ 5,190 | ~1.8 | Medium-high, continuous spinning | Excellent (carbon structure) | [18,19] |
| MXene fiber | ≤ 12,503 | ≤ 585.5 | ~2.0-3.0 | Low-medium, solution processable | Poor (oxidation in humid air) | [26,34] |
Among these, graphene, a two-dimensional material made of a single layer of carbon atoms in sp2 hybridization, is well-known for having a carrier mobility of 200,000 cm2·V-1·s-1 and a theoretical strength of about 130 GPa. Its application exploration in electronics, composite materials, and energy areas has begun since Andre Geim and Kostya Novoselov’s first successful isolation and independent existence verification via mechanical exfoliation in 2004[10]. Graphene fiber (GF) research began in 2011 when Xu and Gao created macroscopic GFs by wet-spinning and chemical reduction based on the solution-induced liquid crystal phenomena of graphene oxide (GO)[11]. By using large-sized GO sheets in conjunction with an ion crosslinking technique, the team increased the fiber’s tensile strength to 501.5 MPa in 2012[12]. Related studies were then carried out by several worldwide study groups. By modifying sheet size and solidification bath composition, respectively, Xiang et al.[13] and Jalili et al.[14] improved fiber mechanical characteristics. By using a “co-stacking of large and small sheets” technique in conjunction with high-temperature heat treatment, Xin et al. made history in 2015 by enabling GF tensile strength to surpass 1 GPa for the first time[15]. Researchers then used novel techniques like microfluidic spinning[16], fine-denier spinning[17], and plasticization mechanisms[18] to further improve the interior fiber structure, greatly improving sheet orientation and packing density. As of right now, high-performance GF has substantially outperformed many conventional synthetic fibers in terms of tensile strength[19] (up to 5.19 GPa) and electrical conductivity[18] (up to 1.2 × 106 S·cm-1), providing a strong material basis for its use in smart textiles.
Since its first successful production in 2011 by Naguib et al. using hydrofluoric acid etching of the MAX phase, MXene has attracted a lot of attention as a new member of the two-dimensional material family[20]. This widespread interest is directly attributed to its distinctive crystal structure and rich surface chemical characteristics. In addition to having high volumetric capacitance (up to 1,500 F·cm-3)[21] and high metallic conductivity (up to 15,000 S·cm-1)[22], these materials also have excellent aqueous processing properties due to their abundance of hydrophilic surface functional groups, which allow stable dispersion systems without further reduction treatment[23]. Ghidiu et al. successfully prepared clay-like Ti3C2Tx materials and laid the groundwork for the large-scale production of MXenes in 2014 by developing a safe etching protocol based on an HCl/LiF mixed solution to address the environmental and safety risks associated with hydrofluoric acid etching[24]. MXene encounters difficulties during the macroscopic fiber manufacturing process, including brittleness and poor mechanical characteristics because of weak interlayer contacts[25-29]. Composite spinning techniques were the main method used in early research to overcome these problems. Research on MXene fibers began in 2017 when Yang et al. invented the wet spinning of MXene/GO composite fibers[30]. CNTs[31] and conductive polymers[32] were subsequently added to composite systems. Up until 2020, it was possible to directly prepare highly orientated pure MXene fibers via wet spinning and achieve a breakthrough conductivity of 7,748 S·cm-1 thanks to the discovery of MXene’s liquid crystal-like behavior, which is comparable to that of GO[33]. Tensile strength and electrical conductivity have since reached maximum values of 585.5 MPa and 12,503 S·cm-1, respectively, thanks to improvements made to the coagulation bath’s composition[26], tensile orientation, and post-processing methods like thermal stretching[34]. MXene composite fibers with ultra-high strength (> 1 GPa), high toughness, exceptional ductility, and high electrical conductivity were recently created by Gu et al. by building a synergistic system of “strong interface-slip interface-microporous structure”[35]. This innovation provides fresh insights into the structural design and performance synergy of MXene fibers by overcoming the brittleness constraints of conventional densification reinforcement.
After carbon fiber, graphene and MXene-based conductive fibers have emerged as a new generation of fiber materials that integrate form and function due to their exceptional electrical properties, customizable mechanical features, and high flexibility to textile production. This idea is taken a step further in Figure 1B, which shows how graphene and MXene-based conductive fibers can be integrated, knitted, or woven into wearable platforms to accomplish heat control, energy storage, and sensing. They offer a strong basis for performance advancements and versatile integration in smart textiles. Because of their special combination of features, graphene and MXene-based fibers have wide application potential in smart textiles, building on the successful development of high-performance fibers. Through the synergistic design of their composition and structure, these fibers achieve functional diversification in addition to their exceptional mechanical strength and conductivity. MXene/graphene composite electrode materials show extraordinary mechanical durability in the realm of flexible energy storage; built flexible supercapacitors retain remarkably high capacitance even after tens of thousands of bending cycles[36]. MXene/reduced graphene oxide (rGO) hybrid optical fiber sensors display exceptional stability under multiple bending cycles and greatly increase response sensitivity to gases such as NH3 at ambient temperature by utilizing interfacial synergistic effects[37]. Additionally, MXene/rGO fabrics made by wet spinning demonstrated potential for use in complex environments by achieving high-bandwidth efficient electromagnetic wave absorption (reflection loss
Even though research on graphene and MXene-based soft conductive fibers has advanced significantly, and their potential for multifunctional integration in smart textiles is still being explored, there are still many obstacles to overcome in order to scale up production and practical applications. At the material level, MXene’s extreme sensitivity to oxygen and humidity in the atmosphere makes it vulnerable to oxidative deterioration, which seriously impairs its structural integrity and conductivity. Although aging can be postponed by surface encapsulation or storage in organic solvents, long-term stability mechanisms are still unclear. At the manufacturing level, problems including fiber breakage, fusion, and structural regularity control during the spinning process continue to limit the large-scale continuous production of GFs, impeding industrialization. Additionally, achieving performance balance under cost-control conditions while simultaneously maximizing the fiber’s mechanical strength, electrical conductivity, and textile processing adaptability is the main difficulty for commercial application.
In light of this, this review methodically arranges the primary performance metrics, popular fabrication techniques, and most recent developments of flexible graphene and MXene-based soft conductive fibers in cutting-edge wearable applications like electromagnetic shielding, energy harvesting/storage, and smart sensing. An overall roadmap for this review is shown in Figure 2, which follows the logical development from the inherent features of graphene and MXene nanosheets to the production of fibers and performance optimization, and finally to their incorporation into smart textile systems. This diagram shows the causal connection connecting nanoscale materials science and textile-scale engineering applications in addition to outlining the paper’s structural foundation. In order to give researchers a thorough technical perspective and theoretical background, it seeks to build a “structure-property-application” correlation paradigm that spans from microscopic nanosheet structure regulation to macroscopic fiber performance transfer. Along with describing future development paths for high-performance wearable systems, adaptive textiles, and integrated electronic fabrics, the article also examines existing constraints in large-scale manufacture and environmental stability. Ultimately, this work seeks to guide the field toward practical applications, enhanced performance, and intelligent innovation.
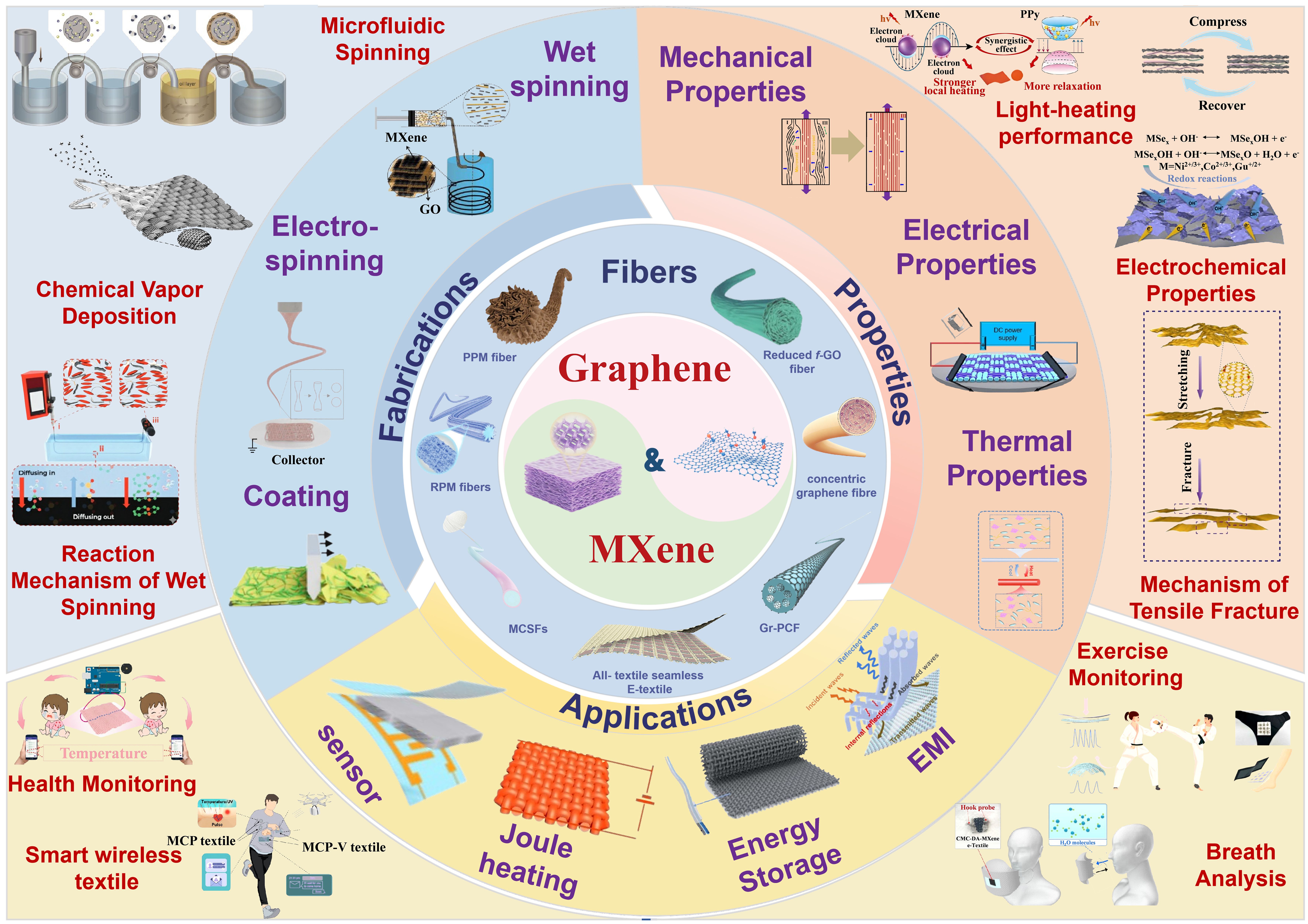
Figure 2. Schematic diagram showing the development of high-performance graphene and MXene-based soft conductive fibers from characteristics to smart textiles. PPM fiber[35], reproduced with permission, Copyright © 2025 Springer Nature; Electrochemical Properties[39], reproduced with permission, Copyright © 2025 John Wiley and Sons; Health Monitoring[40], reproduced with permission, Copyright © 2023 American Chemical Society; Exercise Monitoring[41], reproduced with permission, Copyright © 2025 Royal Society of Chemistry; Reaction Mechanism of Wet Spinning[42], reproduced with permission, Copyright © 2024 John Wiley and Sons; Energy Storage[43], reproduced with permission, Copyright © 2022 Royal Society of Chemistry; Wet spinning[30], reproduced with permission, Copyright © 2017 Royal Society of Chemistry; Breath Analysis[44], reproduced with permission, Copyright © 2025 Elsevier; Smart wireless textile[45], reproduced with permission, Copyright © 2025 Springer Nature; Coating[46], reproduced with permission, Copyright © 2024 The American Association for the Advancement of Science; Gr-PCF[47], reproduced with permission, Copyright © 2022 John Wiley and Sons; Copyright © 2025 John Wiley and Sons[48]; RPM fibers[49], reproduced with permission, Copyright © 2024 John Wiley and Sons; Reduced f-GO fiber[50], reproduced with permission, Copyright © 2022 John Wiley and Sons; Mechanism of Tensile Fracture[50], reproduced with permission, Copyright © 2022 John Wiley and Sons; EMI[51], reproduced with permission, Copyright © 2025 Elsevier; Mechanical Properties[51], reproduced with permission, Copyright © 2025 Elsevier; concentric graphene fibers[52], reproduced with permission, Copyright © 2024 Springer Nature; Electrical Properties[53], reproduced with permission, Copyright © 2023 Springer Nature; Electro-spinning[54], reproduced with permission, Copyright © 2021 Springer Nature; Microfluidic Spinning[55], reproduced with permission, Copyright © 2022 Elsevier; Sensor[56], reproduced with permission, Copyright © 2026 Elsevier; Chemical Vapor Deposition[57], reproduced with permission, Copyright © 2022 American Chemical Society; MCSFs[58], reproduced with permission, Copyright © 2025 John Wiley and Sons; Light-heating performance[59], reproduced with permission, Copyright © 2025 John Wiley and Sons; All-textile seamless E-textile[60], reproduced with permission, Copyright © 2021 Elsevier. PPM: MXene/PEDOT:PSS/polyrotaxane; Gr-PCF: graphene photonic crystal fiber; RPM: regenerated silk fibroin/polyethyleneimine/MXene; GO: graphene oxide; EMI: electromagnetic interference; MCSFs: MXene induced conductive silk fibers; MCP: MXene-CNTs-polylactic acid; MCP-V: MXene-CNTs-PLA-vinyl silicone-acetoxy silicone resin-ZnS-Cu2+; CMC: carboxymethyl cellulose; DA: dopamine.
GRAPHENE-BASED CONDUCTIVE FIBERS
Features of performance
In order to provide durability and comfort during textile production and everyday wear, flexible conductive fibers for smart textiles must have exceptional mechanical qualities in addition to high electrical conductivity for effective signal transmission and energy storage. The multi-level structure of GFs, which includes the macroscopic morphology of the fiber, the aggregated state between sheets, and the in-plane structure of graphene sheets, essentially determines their performance. By carefully regulating these structures, the preparation procedure eventually establishes the maximum fiber performance. The mechanical, electrical, and thermal characteristics of GFs will be covered in detail in this section, along with a thorough examination of methods and processes for improving their performance through ideal preparation methods[35,36].
Mechanical properties
Mechanical property testing parameters: Unless otherwise noted, the GFs described here were tested for tensile strength, Young’s modulus, and toughness under conventional laboratory circumstances (temperature: 23-25 °C, relative humidity: 45%-55%). A universal testing machine with a gauge length of 10-20 mm and a crosshead speed of 1-5 mm·min-1 was used for the testing. Any departures from normal settings (such as high-temperature or wet-state testing) are specifically noted in the associated original publications. These standard testing protocols are in line with techniques frequently used in the literature.
The size and orientation of graphene sheets, interfacial interactions between sheets, structural defect density, and the microscopic assembly mode of the fibers are the main multiscale structural factors that control the macroscopic mechanical properties of GFs. Figure 3A displays atomic force microscopy (AFM) pictures of graphene nanosheets. Even though single-layer graphene has an incredibly high intrinsic strength
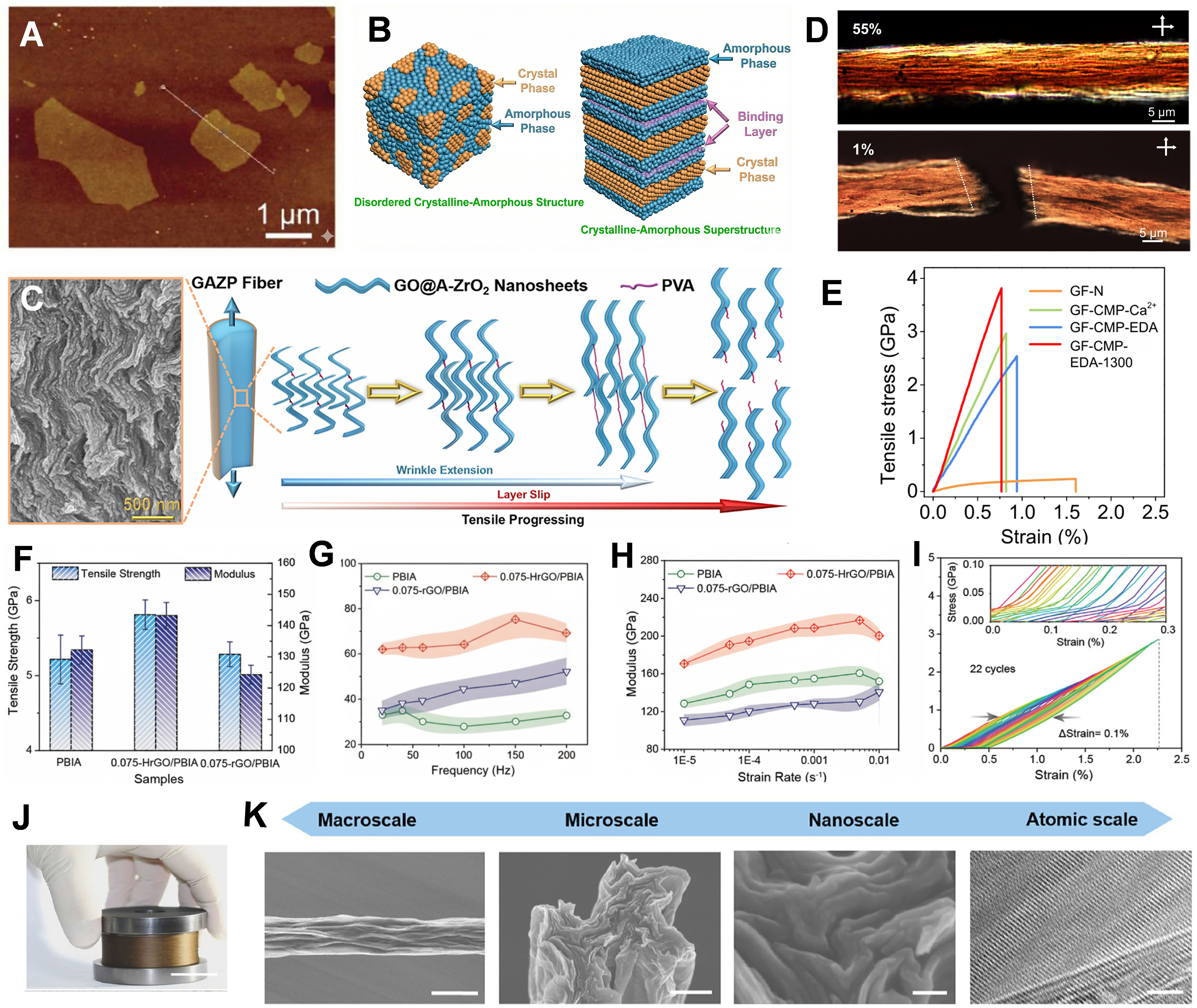
Figure 3. (A) AFM image of f-GO nanosheets. Reproduced with permission[50], Copyright © 2022 John Wiley and Sons; (B) Schematic illustration of the traditional disordered crystalline-amorphous structure (left) and the naturally occurring crystalline-amorphous superstructure (right); (C) SEM image of a GAZP fiber viewed along the axial section and schematic diagrams showing the evolution of microstructure of the fiber with the stretching process. (B and C) are reprinted with permission from Ref.[61], Copyright © 2022 Elsevier; (D) POM snapshots showing different tensile fracture behaviors of GOFs with and without the addition of Ca2+ in a 50% EtOH plastic-stretching bath, highlighting the simultaneously improved plastic deformation and load-bearing capacity by CMP; (E) Tensile curves. (D and E) are reprinted with permission from Ref.[51], Copyright © 2025 Elsevier; (F) Tensile strength and modulus of the PBIA; Dynamic modulus of PBIA fibers under (G) different loading frequencies and (H) different strain rates; Loading-unloading cyclic curves of (I) 0.075-HrGO/PBIA fibers. (F-I) are reprinted with permission from Ref.[62], Copyright © 2022 John Wiley and Sons; (J) 50-filament GOFs with yellow color collected on a reel; (K) The multiscale structures of high-quality GFs. As a comparison, all the multiscale defects have been suppressed by full scale defect engineering approach. These GFs have smooth surface with regular aligned wrinkles up to macroscopic scale, homogenous and compact sections without voids (SEM), and highly crystalline laminates of high-quality graphene sheets (HR-TEM). Scale bars from left to right are 2 μm, 500 nm, 100 nm, and 2 nm, respectively. (J and K) are reprinted with permission from Ref.[17], Copyright © 2016 John Wiley and Sons. AFM: Atomic force microscopy; GO: graphene oxide; SEM: scanning electron microscope; GAZP: GO@amorphous-ZrO2-polyvinyl alcohol; POM: polarizing optical microscope; GOFs: graphene oxide fibers; CMP: crosslink-modulated plasticity; PBIA: poly(p-phenylene-benzimidazole-tetraphthalamide); HrGO: holey reduced graphene oxide; GFs: graphene fibers; HR-TEM: high-resolution transmission electron microscopy; PVA: polyvinyl alcohol; EDA: ethylenediamine; rGO: reduced graphene oxide.
Traditional disordered crystalline-amorphous structures and naturally occurring crystalline-amorphous superstructures, as seen in Figure 3B, indicate how adding ordered nanostructures can synergistically improve mechanical properties in fiber structural design. Li et al. created graphene-based fibers with high strength and high toughness by in-situ growing an amorphous coating over crystalline GO sheets, drawing inspiration from the “brick-and-mortar” structure of nacre[61]. During tensile loading, the micro-wrinkled surface structure efficiently releases energy through a “wrinkle extension” process, allowing the fiber to attain a high toughness of 10.6 MJ·m-3 and a high strength of 935 MPa. Figure 3C illustrates how the fiber microstructure changes during stretching. By controlling the size of liquid crystal domains, another “domain folding” technique reduces structural flaws brought on by layer curling and inadequate stacking at the source by causing GO sheets to form highly folded yet densely interconnected nanostructures[19]. Many interface enhancement techniques have been used extensively to improve stress transfer between nanosheets. Fiber ductility and load-bearing capacity can be greatly increased by ionic crosslinking, such as by adding Ca2+ or ethylenediamine, which can improve interlamellar contacts during plasticization[51]. Covalent crosslinking uses chemical interactions, such as amidation reactions between aromatic amines and carboxyl groups at GO edges, to connect layers [Figure 3D and E]. By creating extended conjugated systems, this method not only increases the tensile strength of the fiber but also greatly improves electrical conductivity[63]. Moreover, topological limitations act as a mechanism for physical reinforcement. Polymer chains create physical crosslinking networks that efficiently improve stress transfer by passing through the pores of porous graphene sheets [Figure 3F-I][62].
A crucial post-treatment step for improving the performance of GFs is high-temperature thermal reduction. By efficiently eliminating oxygen-containing functional groups, reestablishing the sp2-hybridized carbon network, and decreasing interlayer spacing, this procedure enhances the fiber’s mechanical and electrical conductivity. High-performance GFs with tensile strengths up to 2.2 GPa and Young’s moduli of 400 GPa have been successfully manufactured by optimized thermal reduction techniques[17], as shown by their macroscopic and microscopic morphologies in Figure 3J and K. However, compared to commercial high-performance carbon fibers, the strength and modulus of modern GFs are still typically lower. Grain boundaries that are challenging to totally eradicate, sheet creases, and intrinsic structural flaws in the GO precursor are important limiting constraints. Notably, the majority of current research has concentrated on attaining exceptionally high modulus and tensile strength. However, it is essential to give nanosheets exceptional toughness, fatigue resistance, and long-term durability while retaining high strength for wearable smart textile applications. Three-dimensional graphene networks’ toughening and reinforcing methods could serve as an inspiration for future studies. It may be possible to improve the strength, flexibility, and service stability of one-dimensional dense fibers by investigating how to apply these principles which allow for superelasticity, high fatigue life, and exceptional toughness to the production process[64,65].
Electrical properties
Conductivity testing conditions: Unless otherwise noted, the four-probe method was usually used to measure conductivity values presented in this section at ambient temperatures (25 °C, 40%-60% relative humidity). The associated circumstances are described in detail in the original sources and quickly summarized in the pertinent discussion sections for fibers measured under particular conditions (such as vacuum, post-doping, or cryogenic settings).
The capacity of graphene-based fibers to carry out circuit connectivity, signal transmission, sensing, and energy storage tasks is largely dependent on their high electrical conductivity. The conductivity of macroscopic graphene-based fibers is limited by interlayer contact resistance, structural flaws, and orientation, despite the exceptionally high intrinsic conductivity of single-layer graphene (~108 S·m-1). Significant progress has been made in addressing this through synergistic regulation using techniques including chemical doping, efficient reduction, and structural optimization.
It is essential to establish effective seamlessly interconnected electronic channels. Grain boundaries and electron scattering can be decreased by using large-sized GO precursors and producing well orientated nanosheets. Tensile stress, for example, causes sheets to align axially during wet-spinning, and a 1.3 draw ratio increases conductivity by 56%[12]. Through extreme shear stress, technologies such as microfluidic spinning achieve ultra-high sheet orientation [Figure 4A], producing fibers with conductivities as high as 1.04 × 106 S·m-1[16]. Additionally, a crucial stage in improving and restoring conductivity is reduction treatment. In order for GO to become conductive, its sp2 network structure must be restored by reduction. Chemical reduction techniques work in mild conditions, although they usually have limited structural defect correction and conductivity of 104-105 S·m-1. High-temperature thermal reduction (> 1,273 K) improves graphitization and allows for a more complete elimination of functional groups containing oxygen. Electrical conductivities of up to 8 × 105 S·m-1 are seen in fibers treated at 3,273 K[17]. Qi et al. created GF fabrics with porous architectures, superior conductivity, and flexibility at the fabric level by combining a “plasticization-swelling” technique with comprehensive thermal reduction[53]. A material basis for smart textile integration is provided by the scanning electron microscope (SEM) image of the fiber cross-section [Figure 4B].
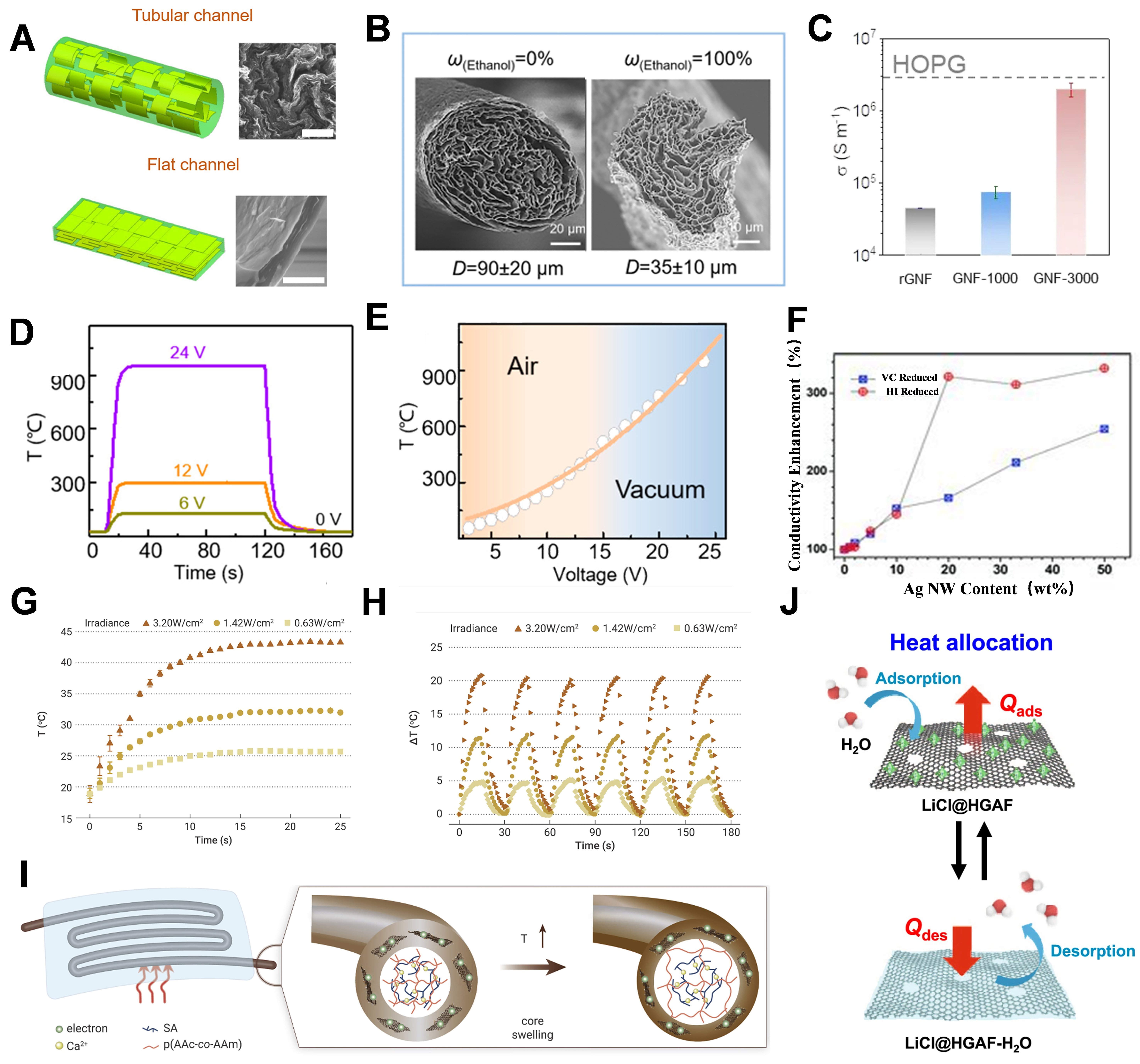
Figure 4. (A) Morphology of columnar fiber produced from a tubular and Morphology of layer structure fiber produced from a flat channel. Reproduced with permission[16], Copyright © 2019 Springer Nature; (B) SEM images of the rGOAF cross section swelling in solvent with different ratios of water and ethanol. Reproduced with permission[53], Copyright © 2023 Springer Nature; (C) Electrical conductivity of nanofibers annealed at different temperatures. Reproduced with permission[54], Copyright © 2021 Springer Nature; (D) Time-dependent temperature variation of GQFF under different voltages; (E) Electrothermal temperature of GQFF under different voltages. (D and E) are reprinted with permission from Ref.[66], Copyright © 2020 American Chemical Society; (F) The enhancement factor in electrical conductivities of reduced RGG-Ag fibers as a function of the feed AgNWs weight percentage in original GGO-AgNWs fibers. Reproduced with permission[67], Copyright © 2013 John Wiley and Sons; (G) Photothermal reaction of the microfiber under irradiation of 0.63, 1.42, and 3.20 W·cm-2; (H) Temperature changes of the microfiber during cyclic photothermal heating and natural cooling with different irradiance; (I) Schematic showing the microstructure of the graphene-coating microfiber during the heating period. (G-I) are reprinted with permission from Ref.[55], Copyright © 2022 Elsevier; (J) Schematic illustrations on heat allocation. Reproduced with permission[68], Copyright © 2022 Springer Nature. SEM: Scanning electron microscope; rGOAF: reduced graphene oxide aerogel fibers; GQFF: graphene quartz fiber fabric; RGG: reduced giant graphene oxide; AgNWs: silver nanowires; GGO: giant graphene oxide; HOPG: highly oriented pyrolytic graphite; rGNF: reduced graphene nanofiber; VC: vitamin C; HI: hydroiodic acid; SA: sodium alginate; HGAF: holey graphene aerogel fiber.
Novel approaches to preparation have created new opportunities. By using polymeric carriers to electrospin GO, Han et al. produced graphene nanofibers with diameters ranging from 100 to 900 nm[54]. As seen in Figure 4C, these fibers demonstrated electrical conductivities as high as 2.02 × 106 S·m-1 after annealing at 3,000 °C. Moreover, layer stacking problems are avoided when graphene coatings are grown in situ on fiber substrates using chemical vapor deposition (CVD). As seen in Figure 4D and E[66], the resultant textiles have exceptional electrothermal characteristics and tunable sheet resistance. One important tactic for getting over the inherent conductivity limit is chemical doping. By adding high-concentration dopants like K, FeCl3, and Br2, Cao et al. greatly enhanced carrier concentration and boosted conductivity to the 107 S·m-1 region[69]. Interestingly, K-doped fibers’ conductivity (2.24 × 107 S·m-1) even outperformed metallic nickel. In order to improve interlayer forces and carrier concentration through N doping, Kim et al. used a bio-inspired poly(dopamine) (PDA) modification and pyrolysis technique[70]. As seen in Figure 4F, composite architectures containing metals, such as silver nanowires (AgNWs), also successfully increased conductivity and carrier capacity[49]. Interestingly, calcium intercalation doping has shown promise for flexible superconducting devices by inducing a superconducting transition (Tc ≈ 11 K) in macroscopic GFs for the first time[71]. For practical applications, the doped fibers’ environmental stability is still a problem.
The electrical properties of graphene-based soft conductive fibers have consistently outperformed those of conventional carbon fibers (0.1-1.4 × 105 S·m-1) and CNT fibers (~5 × 105 S·m-1) through multidimensional synergistic optimization, providing a strong basis for their use in flexible electronics and smart textiles[72].
Thermal properties
Graphene is a perfect material for creating extremely thermally conductive fibers because of its exceptionally high intrinsic thermal conductivity, which can reach up to 5,300 W·m-1·K-1 in a monolayer[73]. However, weak interlayer tensions, grain boundaries, and defects seriously hinder phonon transport in macroscopic fibers, resulting in a considerable drop in thermal conductivity as structural disorder increases[74]. As a result, there are two main approaches to thermal management research on graphene-based fibers: the first is to maximize axial thermal conductivity through multiscale structural engineering, and the second is to go beyond pure heat conduction by building active thermal regulation systems that incorporate energy conversion and storage.
The orientation, size, and stacking structure of graphene flakes must be optimized in order to improve the axial heat conductivity of fibers. Phonon transit can be efficiently promoted by building a continuous network with large-flake GO and attaining highly orientated alignment by liquid crystal spinning. Jalili et al. used large-flake GO with an average size of 37 μm to produce a fiber thermal conductivity of
Automation, flexibility, and multifunctional integration are the next steps in the evolution of intelligent thermal management. By adding functional units like photothermal, adsorption, or phase-change capabilities, graphene-based fibers exhibit special benefits. For example, Yu et al. created core-shell hydrogel fibers coated with GO, whose GO layer demonstrates exceptional photothermal effects [Figure 4G and H], allowing them to serve as flexible, light-controlled, localized heating sources[55]. As shown by the microstructure in Figure 4I, combining graphene’s highly conductive network with phase change materials simultaneously greatly increases thermal cycling response speeds during heating. Das et al. created phase change core-shell fibers using rGO as the thermal conduction framework[75]. In order to achieve effective “heat conduction-heat storage” synergy, the rGO network speeds up heat transmission within the phase change material. As seen in Figure 4J, Hou et al. created hygroscopic graphene aerogel fibers that store and redistribute thermal energy through enthalpy changes during water molecule adsorption/desorption, exhibiting a unique thermal management method independent of high axial thermal conductivity[68]. Interestingly, the inter-fiber contact thermal resistance represents a barrier limiting overall thermal management efficacy when integrated into fabrics. Thus, it is essential to build a three-dimensional thermal conduction network across various scales. By growing graphene on the surface of fiber fabrics and vertically aligning CNTs, Liu et al. were able to create “thermal bridges” between fibers that reduced the out-of-plane thermal resistance by more than 70%[76]. This method offers a fresh approach to efficient fabric-level heat management.
The focus of research on the thermal characteristics of graphene-based fibers is now on functionalization, integration, and systematization rather than excessive thermal conductivity. Future research is anticipated to concentrate on two areas: (1) deepening “structure-function” integrated design by combining multiple mechanisms such as thermal conduction, photo/electrothermal conversion, and phase change energy storage, to develop adaptive smart thermal management textiles that dynamically respond to environmental and human signals; and (2) further improving the intrinsic thermal conductivity of fibers through grain boundary engineering and precise orientation control to serve high-power device heat dissipation. This covers a wide range of applications, such as energy-efficient buildings, wearable electronics thermal management, and customized thermal comfort.
Other performance
GFs’ density, specific surface area, and structural flexibility are important factors that determine their appropriateness for smart textiles in addition to their mechanical, electrical, and thermal characteristics. In line with the “light-weight and high-strength” design goal, GFs usually have a low density (about 1.4-
Alongside fibers like cotton and polyester, GFs can be integrated with traditional textile processes (like knitting and weaving) due to their exceptional flexibility and weavability. This offers a material basis for the functional realization and structural design of smart textiles. However, because to structural flaws, improper orientation, and insufficient density during the manufacturing process, their macroscopic mechanical and electrical properties typically stay below theoretical values and those of some commercial carbon-based fibers. Thus, by optimizing graphene building blocks, controlling the fiber’s “tertiary structure” (layer orientation, pore distribution, and interfacial bonding), enhancing spinning methods, and perfecting post-treatment techniques, current research aims to improve the overall performance of GFs. The goal of this strategy is to effectively convert graphene’s microscopic nanosheet benefits into macroscopic fiber assembly performance.
Fabrication strategies
Since graphene’s intrinsic insolubility prevents it from being used directly in spinning techniques, its oxidized counterpart, GO, is now used as a precursor in the manufacturing of GFs. Because GO surfaces are abundant in oxygen-containing functional groups like hydroxyl, epoxy, and carboxyl groups, they have exceptional dispersibility in polar solvents (such water and N,N-dimethylformamide) and can form a nematic liquid crystal phase at specific concentrations. This property provides the basis for using solution-based techniques to achieve the ordered macroscopic assembly of graphene units. Wet spinning, dry spinning, dry-to-wet spinning, electrospinning, restricted hydrothermal assembly, film winding, and template-assisted CVD are the main fiber production techniques that researchers have developed based on the solution processability of GO. Due to its excellent compatibility with conventional textile systems and simplicity of scaling, wet spinning has emerged as the most used fabrication method.
Wet spinning
The most scalable method for creating continuous, high-performance graphene-based fibers is wet spinning. By extruding a GO dispersion with nematic liquid crystal behavior into a coagulation bath, phase separation solidification, drawing, and reduction post-treatment enable continuous fiber manufacturing[11]. Figure 5A shows a constant wet spinning configuration. The dual diffusion and phase separation processes are essential to the core quality of fiber production. Solvent outward diffusion and coagulant inward diffusion happen at the same time when a fine stream of GO solution is injected into the coagulation bath. The microstructure and compactness of the fiber are directly determined by the kinetic rate of this process. Studies show that the development of fibers with more homogeneous architectures and fewer flaws is facilitated by relatively slow diffusion processes. Effective fiber solidification is only possible in certain thermodynamic zones, and this process adheres to the phase diagram principles of a ternary system (GO, solvent, coagulant). By enhancing the dual-diffusion mechanism, Martinez et al. showed that this method is scalable, allowing for flexible control over fiber diameter and high-speed spinning [Figure 5B][42]. GF filament bundles with a significant length and consistent structure were successfully produced by Shi et al. using a 100-hole spinneret for continuous spinning at speeds up to 75 m/h[78]. As seen in Figure 5C-E, their morphology creates a process foundation for practical smart textile applications.
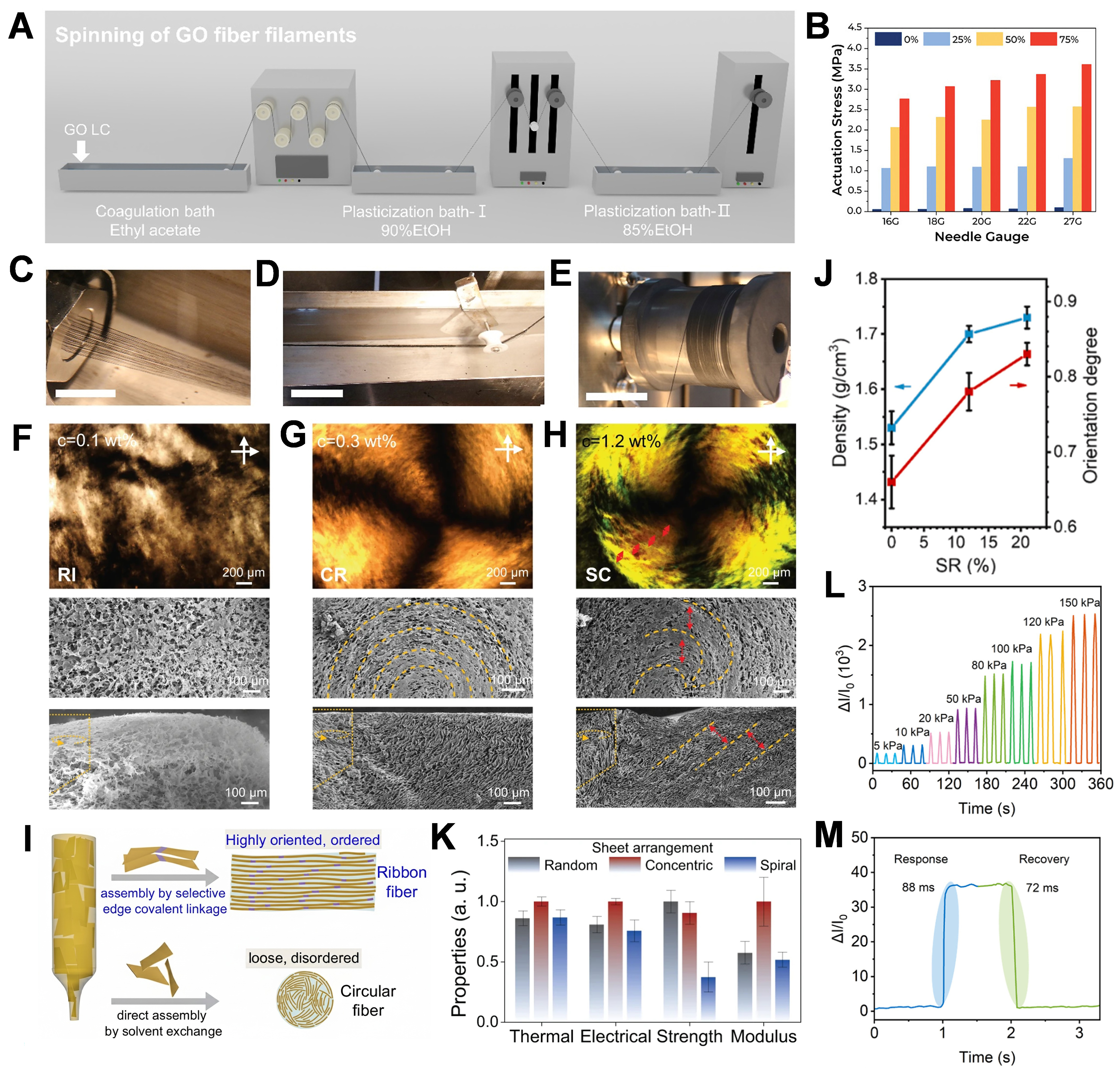
Figure 5. (A) Continuous wet-spinning apparatus of GOFFs. Reproduced with permission[78], Copyright © 2024 Elsevier; (B) Actuation stress curves of graphene/LCE composite filaments characterized across increasing applied strain for various diameters. Reproduced with permission[42], Copyright © 2024 John Wiley and Sons; (C) A close-up snapshot of 100-hole spinneret; (D) 100-filament GO fibers in the plasticization bath; (E) Collection of GOFFs onto the graphite collector. (C-E) are reprinted with permission from Ref.[78], Copyright © 2024 Elsevier; The POM images and surface and cross SEM images of the three typical phases, including random isotropic phase (F), concentric roll (G), and spiral coil (H). (F-H) are reprinted with permission from Ref.[52], Copyright © 2024 Springer Nature; (I) Schematic of the process to assemble GO sheets into a macroscopic fiber with belt-type morphology with highly oriented and ordered stacking structure by selective edge linkage. Reproduced with permission[63], Copyright © 2024 Springer Nature; (J) Density and orientation degree of rGOFFs with different SRs. Reproduced with permission[78], Copyright © 2024 Elsevier; (K) Overall properties of the fabricated GFs, including thermal and electrical conductivities, tensile strength, and Young’s modulus. Reproduced with permission[52], Copyright © 2024 Springer Nature; (L) Current signal response under different pressure loads; (M) Response and recovery time. (L and M) are reprinted with permission from Ref.[56], Copyright © 2026 Elsevier. GOFFs: Graphene oxide fiber filaments; LCE: liquid crystal elastomer; GO: graphene oxide; POM: polarizing optical microscope; SEM: scanning electron microscope; rGOFFs: reduced graphene oxide fiber filaments; SRs: stretching ratios; LC: liquid crystalline; RI: random isotropic; CR: concentric roll; SC: spiral coil.
The spinnability and ultimate performance of the fibers are significantly influenced by the characteristics of the spinning solution, specifically the size and concentration of GO sheets. Nematic liquid crystals, which are essential for obtaining highly ordered macroscopic layer assembly and creating high-performance fibers, can be formed by GO dispersions over the critical concentration. Researchers frequently use GO’s liquid crystal characteristics to direct wet spinning in real-world applications. Ma et al. established the groundwork for creating high-performance fiber electrodes by using rheological tests to confirm the exceptional spinnability of liquid crystal mother liquors[79]. With the structural history shown in Figure 5F-H, Li et al. further mapped the structural phase diagram of GO liquid crystals at various concentrations and shear forces, offering theoretical direction for precisely managing the ordered state of spinning precursors[52]. Another crucial element in controlling the double diffusion rate and fiber structure is the solidification bath’s composition. The solidification bath’s purpose has grown beyond simple solidification in recent years. In order to facilitate the co-assembly and simultaneous solidification of functional nanomaterials with GO sheets, it is now used to incorporate active components. Using the solidification bath as a chemical reactor is one noteworthy invention. In order to facilitate amidation interactions with carboxyl groups at the margins of GO, Ding et al. used an amine compound solution as the solidification bath[63]. As seen in Figure 5I, this method concurrently created a strong covalent network during shaping, accomplishing integrated “solidification-crosslinking”. In order to create very uniform composite fibers with a consistent composition, Guo et al. used a microfluidic spinning technique to instantly combine reactants at the minuscule scale[80]. This is the process’s most advanced level of precision. Additionally, post-processing methods are essential for figuring out the fibers’ final characteristics. By decreasing porosity and greatly increasing the alignment of GO layers along the fiber axis, the drawing process simultaneously increases mechanical strength and electrical conductivity. This procedure can be applied either in the gel form or following drying through “plastic stretching”. By applying intercalation plastic stretching to GO gel fibers, Shi et al. greatly enhanced the orientation and density of decreased fibers [Figure 5J][78].
Wet-spinning is now a programmable framework for structural modulation, having progressed from creating individual structures. By using coaxial spinning and flow field design to gain continuous control over lamellar arrangement, Hao et al. laid the groundwork for functionally configurable smart fibers[81]. As seen in Figure 5K, the multi-shear flow field-assisted spinning method created by Li et al. allows for the programming of different ordered textures such as concentric and helical patterns within the fiber cross-section, resulting in synergistic advances in mechanical and thermal properties[52]. Zhi et al. used substrate-assisted drying techniques to create fibers with distinctive heterogeneous structures in terms of fiber morphological innovation[56]. Their unique morphologies give devices wide detection ranges and great sensitivity [Figure 5L and M].
Wet spinning is a very adjustable method of precision preparation to fabricate GFs. It is possible to precisely regulate the microstructure, mechanical, electrical, and functional properties of graphene-based fibers by methodical optimization and creative design of the spinning solution, coagulation bath, spinning process, and post-treatment techniques. This creates an ideal fabrication platform for the widespread application of soft graphene-based conductive fibers in high-performance smart fabrics.Several interrelated processing parameters control the conversion of GO’s inherent characteristics into macroscopic fiber performance. Throughput and orientation efficiency are directly influenced by spinning speed: Shi et al. used a 100-hole spinneret to achieve continuous production at 75 m·h-1[78], while Martinez et al. used a high-speed dual-diffusion strategy to push the limits of graphene/liquid crystal composite fibers to 4,500 m·h-1[42]. However, extreme speeds require some trade-off in mechanical properties. A moderate draw ratio of 1.3 times improves electrical conductivity by 56%[12], while plastic drawing at 2.0 to 3.0 times simultaneously increases density, orientation, and elastic modulus[78]. Draw ratio also plays a significant impact. Large flakes (> 20 μm) favor high orientation and modulus (reaching 901 GPa when paired with small-flake filling[50]), whereas small flakes (< 5 μm) increase processability but decrease mechanical strength. GO flake size determines liquid crystallinity and defect density. Solvent exchange kinetics are controlled by the solidification bath’s composition: functional baths, such amine solutions, allow for in situ cross-linking, whereas retarding agents, like ethanol/water mixes, create denser structures[63]. Post-treatment factors have a significant impact on modulus retention and electrical conductivity (up to 1.2 × 106 S·cm-1), especially thermal reduction temperature (≥ 3,000 °C for graphitization)[17]. These factors are still closely related, and a major obstacle to converting lab discoveries into commercial GF manufacturing is precisely optimizing their synergistic effects.
Other fabrication methods
In order to meet the specific requirements of various applications for fiber structure, characteristics, and preparation procedures, a number of alternative spinning techniques have been developed in addition to conventional wet-spinning techniques. Every technique has its own unique features; some concentrate on increasing production efficiency, others on creating distinctive morphologies, and yet others on optimizing process flows. However, they typically struggle to achieve balanced overall performance, cost management, or continuous manufacturing. Their development can be seen as a useful extension and potent supplement to the conventional wet-spinning method.
Dry and dry-to-wet spinning
In dry spinning, a high-concentration spinning solution is extruded straight from the spinneret, where the solvent evaporates in the air to solidify and produce the fiber. Figure 6A depicts a schematic of the dry spinning procedure. This process permits solvent recovery, does not require a coagulation bath, and is comparatively eco-friendly. However, mechanical strength is usually low and porous fibers may result from solvent evaporation. By twisting and stretching GO films into fibers made of graphene nanorolls, Zheng et al. used a twist-spinning assembly technique[83]. Figure 6B and C show the fiber structure, while Figure 6D shows how layered entanglement improves mechanical properties. Organic-inorganic composite fibers can also be prepared by dry spinning. For example, Zhang et al. used covalent crosslinking to create photothermal-responsive smart actuator fibers by combining surface-modified GO with liquid crystal elastomers[82]. Figure 6E and F illustrates the connection between driving strain and time under light/heat stimulation.
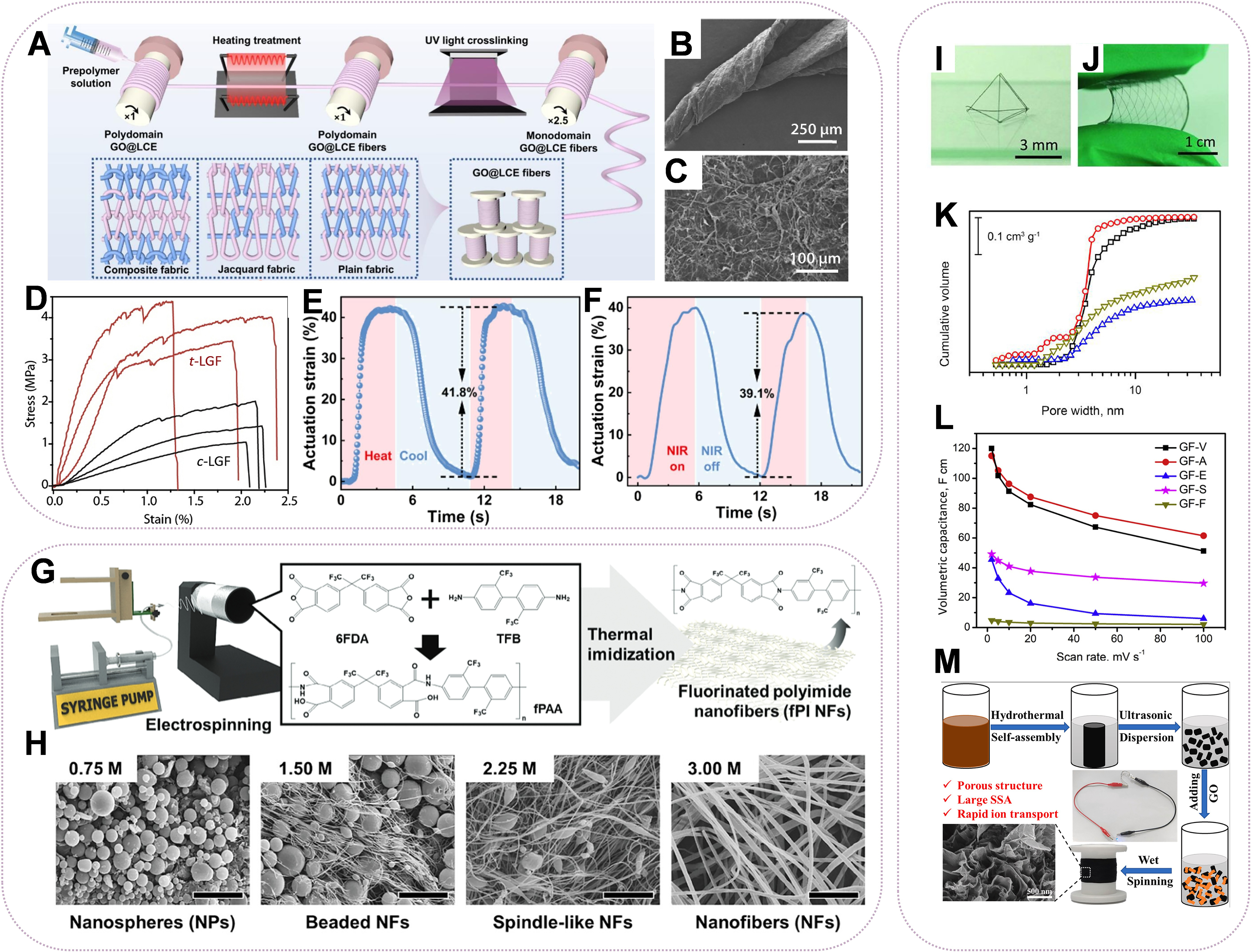
Figure 6. (A) Schematic diagram of the preparation process of GO@LCE fiber actuators. Reproduced with permission[82], Copyright © 2025 Elsevier; (B) and (C) SEM pictures of various LGF locations; (D) Stress-strain curves of c-LGF (red) and t-LGF (black). (B-D) are reprinted with permission from Ref.[83], Copyright © 2019 Elsevier; (E) The relationship between actuation strain and time under thermal stimulation; (F) The relationship between actuation strain and time under light stimulation. (E and F) are reprinted with permission from Ref.[82], Copyright © 2025 Elsevier; (G) Electrospinning fPAANFs to synthesize fPINFs; (H) SEM images of electrospun fPAANPs or NFs under various solution concentrations with scale bars indicating 10.0 μm. (G and H) are reprinted with permission from Ref.[84], Copyright © 2025 John Wiley and Sons; (I) The 3D geometric structures of GFs; (J) Photograph of GF network embedded in PDMS matrix. (I and J) are reprinted with permission from Ref.[85], Copyright © 2012 John Wiley and Sons; (K) The cumulative pore volume of rGO fibers obtained using different drying conditions from the same rGO hydrogel fibers; (L) The comparison of volumetric and gravimetric capacitances of rGO fibers determined at 2 mv·s-1. (K and L) are reprinted with permission from Ref.[86], Copyright © 2020 Elsevier; (M) Schematic illustration of the fabrication process for porous GFs. Reproduced with permission[87]. Copyright © 2025 Elsevier. GO: Graphene oxide; LCE: liquid crystal elastomer; SEM: scanning electron microscope; LGF: ultralight graphene fiber; fPAANFs: fluorinated poly(amic) acid nanofibers; fPINFs: fluorinated polyimide nanofibers; NFs: nanofibers; GFs: graphene fibers; PDMS: polydimethylsiloxane; rGO: reduced graphene oxide; UV: ultraviolet; NIR: near-infrared; 6FDA: 4,4′-(hexafluoroisopropylidene)diphthalic anhydride; TFB: 2,2′-bis(trifluoromethyl)benzidine; fPAA: fluorinated poly(amic) acid; SSA: specific surface area.
The orienting benefits of dry spinning and the solidification features of wet spinning are combined in dry-wet spinning. In order to prepare structurally thick, highly orientated fibers, the spinning solution is subjected to air-gap stretching prior to entering the solidification bath. This technique was used by Xiang
Electrospinning
As seen in Figure 6G, electrospinning is a popular method for creating nanofibers by applying ultrafine stretching via high-voltage electrostatic forces to polymer solutions or melts. This method has been effectively expanded to produce graphene-based nanofibers in recent years. By adding transient polymer additives, Han et al. invented the electrospinning of continuous, pure graphene nanofibers and achieved noticeably improved electrical conductivity following graphitization[54]. This technique makes it easier to build three-dimensional networks of porous fibers, which makes it appropriate for uses like flexible electrodes. Park et al. created porous graphene nanofibers in a single step by combining electrospinning and laser photothermal treatment to further enhance the structure[84]. Figure 6H displays SEM images at various solution concentrations, showing noticeably improved electrochemical performance. However, controlling the macroscopic mechanical characteristics of the fibers is difficult since electrospinning usually necessitates the use of polymer spinning aids and entails several following processing steps.
Method of confined hydrothermal assembly
Constrained hydrothermal assembly operates on the basis of thermally induced self-assembly under spatial confinement instead of shear flow orientation, which is a major difference from wet spinning. Typically, a glass or polytetrafluoroethylene capillary with an inner diameter of tens to hundreds of micrometers is injected with a high-concentration GO aqueous solution (2-10 mg·mL-1 at pH ≈ 6-7)[85]. Under self-generated pressure, the sealed capillary is heated to 80-230 °C, which sets off a sequence of interconnected physicochemical changes. Three synergistic processes take place simultaneously under hydrothermal conditions: capillary-induced confinement, where the cylindrical geometry of the capillary imposes one-dimensional spatial constraints, guiding randomly oriented layers into highly aligned fibrillar morphologies during hydrogel curing; π-π stacking drives self-assembly, where restored conjugated domains promote face-to-face stacking of layers, minimising interfacial energy and forming a three-dimensional hydrogel network; and partial reduction of GO, where thermal energy eliminates some oxygen-containing functional groups, restoring conjugated sp2 domains and increasing the hydrophobicity of GO sheets [Figure 6I and J].
The initially fluid GO sol gradually changes into structurally unique hydrogel fibers as the hydrothermal reaction continues, and their morphology accurately mimics the capillary’s internal features. By using capillaries with non-circular cross-sections or multi-channel designs, it is easy to create fibers with hollow, helical, or multi-channel structures[85]. The GO dispersion’s pH and concentration are crucial factors in this method’s success. Dispersions that are too diluted (less than 1 mg·mL-1) do not create continuous hydrogel networks; instead, they produce fragmented microgels instead of whole fibers. On the other hand, excessively high viscosity in highly concentrated dispersions (> 15 mg·mL-1) makes capillary injection more difficult and increases blockage susceptibility. Strongly alkaline circumstances encourage excessive reduction and aggregation of GO before orderly assembly, therefore a pH that is slightly acidic or almost neutral is ideal.
Restricted hydrothermal assembly’s main selling points are its ease of use and capacity to create unusual microstructured fibers that are challenging to do using wet spinning. Extended reaction durations (usually ranging from several hours to days), batch-operated methods limited by capillary length, and a high sensitivity of the final fiber quality to the drying process are some of the technique’s inherent drawbacks. The difficulty of attaining repeatable process control was highlighted by a systematic study by Wang et al. that showed how various drying protocols (such as ambient-temperature drying and supercritical CO2 drying) drastically change the pore structure and volumetric properties of the fibers [Figure 6K and L][86]. In order to get over the limits of batch production, Ding et al. suggested a hybrid approach that involves hydrothermally treating porous graphene microgels first, then combining them with GO spinning slurry for continuous wet spinning[87]. As shown in Figure 6M, this method effectively combined the scalability of wet spinning with the structural benefits of hydrothermal assembly (high specific surface area, porous architecture).
Film twisting and template-assisted CVD
Although the goal of both of these essentially different processes is to create GFs from premium graphene sheets, their working principles are completely different and they function separately.
Twisting technique for films. This method uses mechanical twisting and winding to convert existing two-dimensional graphene assemblies into one-dimensional fibers. There are several ways to manufacture the first film, including growing it directly by chemical vapour deposition on a metal substrate and then transferring it, or chemically rGO after vacuum filtration. In order to create hybrid fibers, Zhang’s group[89] used a two-step process, first depositing GO onto CNT fiber scaffolds and then decreasing it. Low interlayer bonding strength frequently leads to low tensile strength and restricted preparation efficiency, even when highly extensible fibers can be produced. The scalability and mechanical qualities of film twisting technology continue to be major obstacles, despite the fact that it provides flexibility in film sourcing.
Chemical vapour deposition with the use of a template. Graphene is grown directly on one-dimensional templates (such as copper wires or quartz optical fibers) using CVD. After growth, the template can either be kept to create composite fibers or removed to produce hollow GFs [Figure 7A]. Recent developments have greatly improved mechanistic knowledge and process scalability. Li et al. demonstrated the feasibility of roll-to-roll manufacturing and proposed a novel “gas-surface-solid”growth mechanism by achieving low-temperature, high-speed graphene synthesis on alumina fiber fabrics [Figure 7B][90]. Chen and Dai created porous GFs for fiber-based solar cells using copper wires as templates[96]. Graphene was grown on glass fibers by Yuan et al. to create high-performance infrared electrothermal textiles [Figure 7C][57]. Although the procedure usually entails template removal steps and lacks the continuity of wet spinning methods, these examples demonstrate the potential of template-assisted CVD approaches for the synthesis of structurally controlled, high-quality GFs.
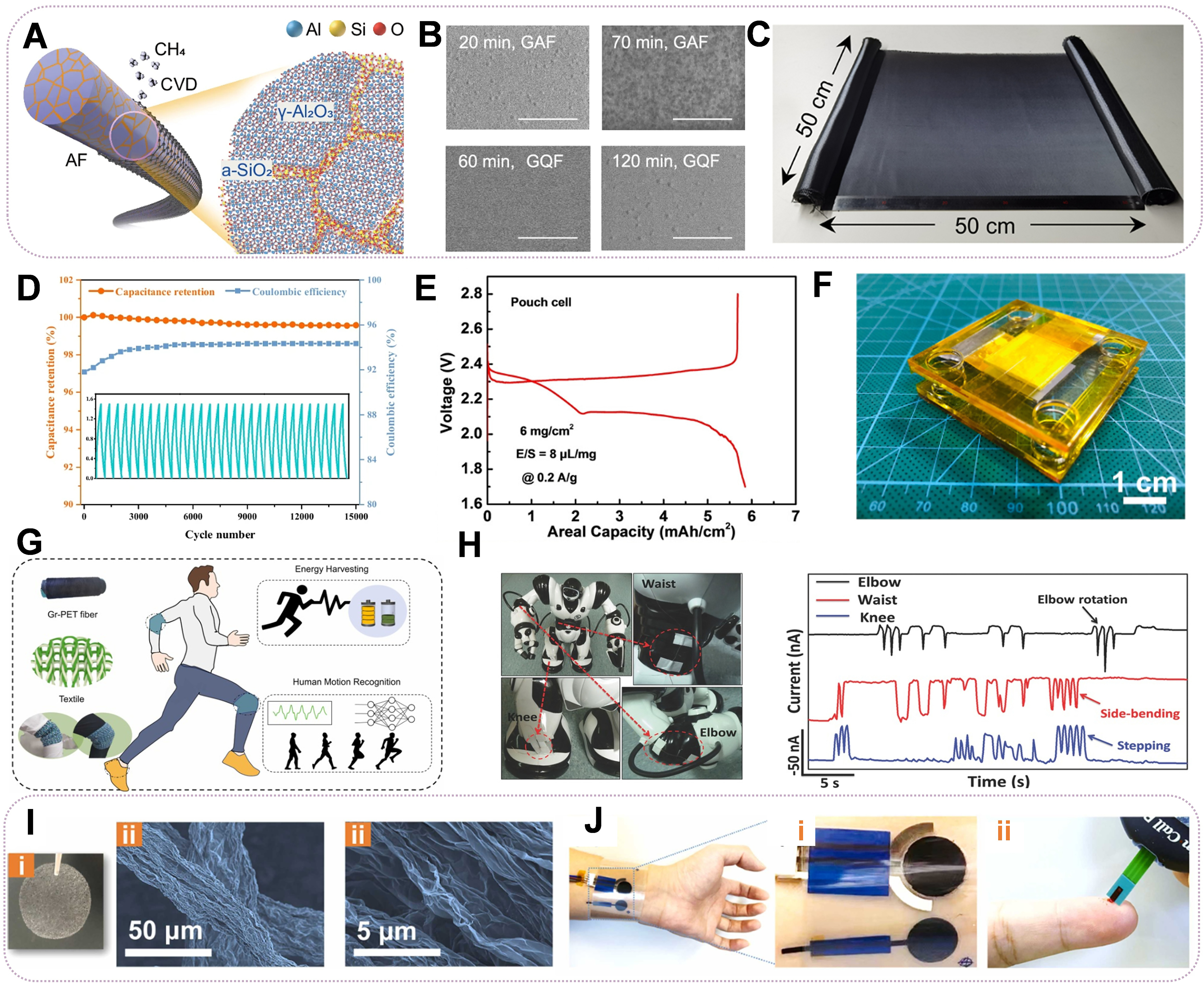
Figure 7. (A) Schematic of GAF prepared via CVD process; (B) SEM images of GAF obtained with the growth time of ~20 and ~70 min (top), and graphene-skinned quartz fiber obtained with the growth time of ~60 and ~120 min (bottom). Scale bar, 1 μm. (A and B) are reprinted with permission from Ref.[90], Copyright © 2024 Springer Nature; (C) Flexible GGFF with length and width of 350 and 50 cm, respectively. Reproduced with permission[57], Copyright © 2022 American Chemical Society; (D) Capacitance retention and coulombic efficiency over 15,000 charge/discharge cycles at 0.05 mA·cm-2 and 30 kPa. Reproduced with permission[91], Copyright © 2024 Springer Nature; (E) Charge/discharge profiles. Reproduced with permission[92], Copyright © 2022 John Wiley and Sons; (F) Photo image of the fabricated TENG device. Reproduced with permission[93], Copyright © 2020 Elsevier; (G) Schematic diagram of diversified applications enabled by the 3D t-TENG. Reproduced with permission[94], Copyright © 2022 Elsevier; (H) The robot wears fiber sensors at movable joints (elbow, waist, and knee). Each sensor is marked in the red box at specific joint position. Responsive curves of wearable sensors during the robot’s dance “Gangnam Style”: elbow (black line), waist (red line), and knee (blue line). Reproduced with permission[95], Copyright © 2015 John Wiley and Sons; (I) The photographs (i) and SEM images (ii) of GFF; (J) Images of the GFF-PB-based sensing patch on a volunteer’s wrist. Enlarged view of the sensor and iontophoretic anode in (i). In vivo invasive blood glucose measurement by using a finger-prick glucometer (ii). (I and J) are reprinted with permission from Ref.[1], Copyright © 2021 Elsevier. GAF: Graphene-skinned alumina fiber; CVD: chemical vapor deposition; SEM: scanning electron microscope; GGFF: graphene glass fiber fabric; TENG: triboelectric nanogenerator; GFF: graphene fiber fabric; PB: Prussian blue; AF: alumina fiber; PET: polyethylene terephthalate.
These works show great potential for high-end applications and expand the selection of templates. In conclusion, the aforementioned techniques offer a variety of technological approaches for the fabrication of GFs, each with unique benefits in the areas of orientation control, porosity design, nanostructure construction, and high-efficiency graphene production. Continuous production, cost management, process stability, and attaining balanced comprehensive performance are still difficult tasks, nevertheless. In order to overcome the drawbacks of individual procedures and advance the creation of high-performance, functionalized GFs, current trends favor integrating various methods or combining spinning with post-treatment technologies.
Smart textile applications
The development of smart textiles, a crucial area of wearable technology, urgently needs innovative fiber materials that combine superior wearability with particular functionality. Graphene-based soft conductive fibers have gained prominence in recent years due to advances in macroscopic assembly methods for two-dimensional materials, providing a novel material platform for building high-performance smart textiles. Through techniques like wet-spinning, these fibers successfully transfer tiny intrinsic features to macroscopic fiber structures in addition to inheriting graphene’s high conductivity, strength, remarkable flexibility, and outstanding biocompatibility. Thereby, it allows for versatile structural designs and highly tunable performance.
Because of their low density, great mechanical flexibility, and resilience to repetitive deformation, graphene-based conductive fibers better satisfy the basic needs of textiles: much more lightweight, flexible, and breathable than conventional metallic wires or surface-composite conductive fibers. As a result, their use in smart textiles has quickly spread across a number of functional domains, such as flexible sensing and actuation systems, fiber-based energy storage devices, and lightweight wearable electronics, exposing enormous research value and application promise. With an emphasis on clarifying their structure-property correlations and performance characteristics within various functional systems, this section methodically evaluates significant application breakthroughs of graphene-based conductive fibers in smart textiles.
Adaptable energy harvesting and storage
Fiber-based energy storage and harvesting devices have arisen in response to the pressing need for flexible, lightweight, and integrated power supply systems in wearable electronics. Graphene-based conductive fibers are now the perfect electrode materials for building high-performance fiber-based energy devices because of their intrinsic high conductivity, huge specific surface area, superior mechanical flexibility, and customizable electrochemical activity. Their main uses are fiber-based batteries, fiber-based triboelectric nanogenerators (TENGs), and fiber-based supercapacitors. They push the development of smart textiles toward self-powered, multipurpose integration by integrating into textile processes.
GFs can directly function as core electrodes in fiber-based supercapacitors. Micro/nano-structural design and interfacial engineering optimization are critical for improving performance. For example, Wu et al. used interfacial chemical bonding and microfluidic self-assembly to create MoS2/porous graphene core-shell microfibers[97]. Strong interfacial interaction and hierarchical pore architecture allowed these fibers to attain high areal capacitance and exceptional cycling stability. Additionally, fibrous electrodes’ mechanical robustness is essential for useful wearable applications. As seen in Figure 7D, the GO/carbon fiber composite electrode created by Zhang et al. showed remarkable mechanical-electrochemical coupling stability, retaining a high capacitance retention of 99.58% after withstanding a 30 kPa surface load and 15,000 cycles[91].
GFs are mostly used as flexible, highly conductive scaffolds or current collectors in the field of fiber-based batteries. Performance can be further improved by optimizing structural design and compositing with other active materials. For example, carbon nanofibers (CNFs) vertically enter graphene sheets in a three-dimensional interpenetrating network created by Liu et al.[98]. This produces high specific capacity and exceptional rate performance by successfully preventing graphene stacking and offering continuous electrical and ionic transport channels. Huang et al. greatly improved reaction kinetics and cycling stability in lithium-sulfur batteries by implanting active materials into GF cavities and enhancing polysulfide anchoring by interfacial engineering[92]. At high sulfur loading, the constructed pouch cell reached an areal capacity of 5.8 mAh·cm-2 [Figure 7E]. Additionally, GFs are a great catalytic support for metal-air batteries. Zeolitic imidazolate framework (ZIF)-derived bimetallic doped Co nanoparticles were enclosed in pleated graphene nanoroll fibers by Zhang et al.[99]. The built zinc-air battery was able to accomplish stable cycling for up to 1,140 h with good low-temperature adaptability thanks to the special tubular channels and pleated construction that avoided active component agglomeration and optimized electronic structure.
Beyond energy storage, extracting mechanical energy from the environment is another essential component of self-powered devices. Because of their flexible material and structural design, TENGs have become an important energy harvesting technology. Graphene-based conductive fibers are suited for building high-performance electrodes in fiber-shaped TENGs. For example, Xiong et al. achieved direct integration of TENGs into textiles via a scalable spinning-knitting process, enabling dual functions of energy harvesting and motion sensing[94], and Shi et al. showed that a composite nanofiber membrane TENG fabricated via electrospinning could output high voltages, directly powering small electronic devices as shown in Figure 7F[93]. Graphene can be used with natural polymers or elastomers to improve a device’s mechanical adaptability or environmental friendliness, opening up new possibilities for personalized electronic textiles. Figure 7G illustrates a variety of application concepts. In a TENG with graphene electrodes and cellulose nanocrystals as the friction layer, Alghamdi et al. showed long-term output stability[100]. Chen et al. used 3D-printed graphene/polydimethylsiloxane (PDMS) core-sheath fibers to create stretchy, washable smart textiles, providing new methods for creating self-powered personalized healthcare electrical textiles[101].
Integrated, self-powered fiber systems are the direction of future trends. By carrying out “segment-selective functionalization” on individual fibers, Yao et al. produced tiny integrated devices that allowed for the integration of energy conversion and storage units across several segments[102]. A more sophisticated approach is creating “structure-function integrated” smart composites by directly incorporating energy storage capabilities into structural fibers. Graphene soft conductive fiber exhibits great potential as a crucial active and reinforcing component in these smart textiles.
Smart actuation and health monitoring
GFs have become the perfect material platform for creating smart textiles that combine “sensing” and “response” functions due to their extremely sensitive electrical response to external physical and chemical stimuli and programmable deformation capabilities that can be achieved through structural design. Their primary application is to connect the intrinsic electrical characteristics of the fibers to mechanical deformation, environmental changes, or biological signals. This allows for the detection of different signals or the execution of particular activities.
GFs have exceptional flexibility and integrability in the realm of health monitoring sensors. Cheng et al. created a “compression spring” strain sensor based on graphene-coated elastic fibers for tracking human motion. Tensile, bending, and torsional deformations can be distinguished with this structure’s high sensitivity (detection limit of 0.2% strain) and broad detection range (up to 100% strain)[95]. As seen in Figure 7H, it has been effectively used to monitor robotic actions and human joint movements. Cai et al. used hydrospinning to create GF textiles for biochemical sensing[1]; Figure 7I displays photos and SEM images. They created a flexible electrochemical glucose sensor with great sensitivity (1,539.53 μA·mM-1·cm-2) after immobilizing glucose oxidase and modifying it with Prussian blue. This allowed for non-invasive monitoring of glucose in sweat on the skin’s surface [Figure 7J]. Multi-sensing integrated multimodal smart textiles are an important area of research to enable more thorough physiological state assessment. A fabric based on graphene/Fe2(MoO4)3/thermoplastic polyurethane (TPU) micro-nano porous fibers was created by Zhang
GFs in smart actuation go beyond “sensing” to “responding”. To create bionic “artificial muscle” fibers, one important strategy is to combine them with stimulus-responsive polymers like liquid crystal elastomers (LCEs). Inspired by skeletal muscle, Kim et al. created graphene/LCE composite fiber bundles that, when stimulated by near-infrared light, show around 45% contraction strain and 1.22 MPa stress, which is comparable to the performance of genuine muscle[104]. Figure 8A depicts the schematic of the fiber shape deformation mechanism. Importantly, during actuation, the internal graphene network experiences reversible “permeation-depermeation” transitions that cause systematic axial resistance variations up to ten times. This provides essential components for closed-loop control by enabling self-sensing actuation without the need for external sensors [Figure 8B]. For large-scale applications, scalable continuous fabrication methods are crucial. A high-speed “dual-diffusion” wet spinning method that can continuously produce graphene/LCE composite fibers with adjustable diameters at 4,500 m·h-1 was developed by Shi et al.[78]. They proved its promise for scalable, weavable applications by demonstrating its capacity to drive biomimetic joints. Alternative actuation mechanisms have also been investigated, such as creating rGO/poly(3,4-ethylenedioxythiophene):polystyrene sulfonate (PEDOT:PSS) composite fibers for electro-bending via electrostatic repulsion or designing actuator fibers based on the differential humidity response between GO and rGO[109], providing a variety of motion solutions for soft robotics.
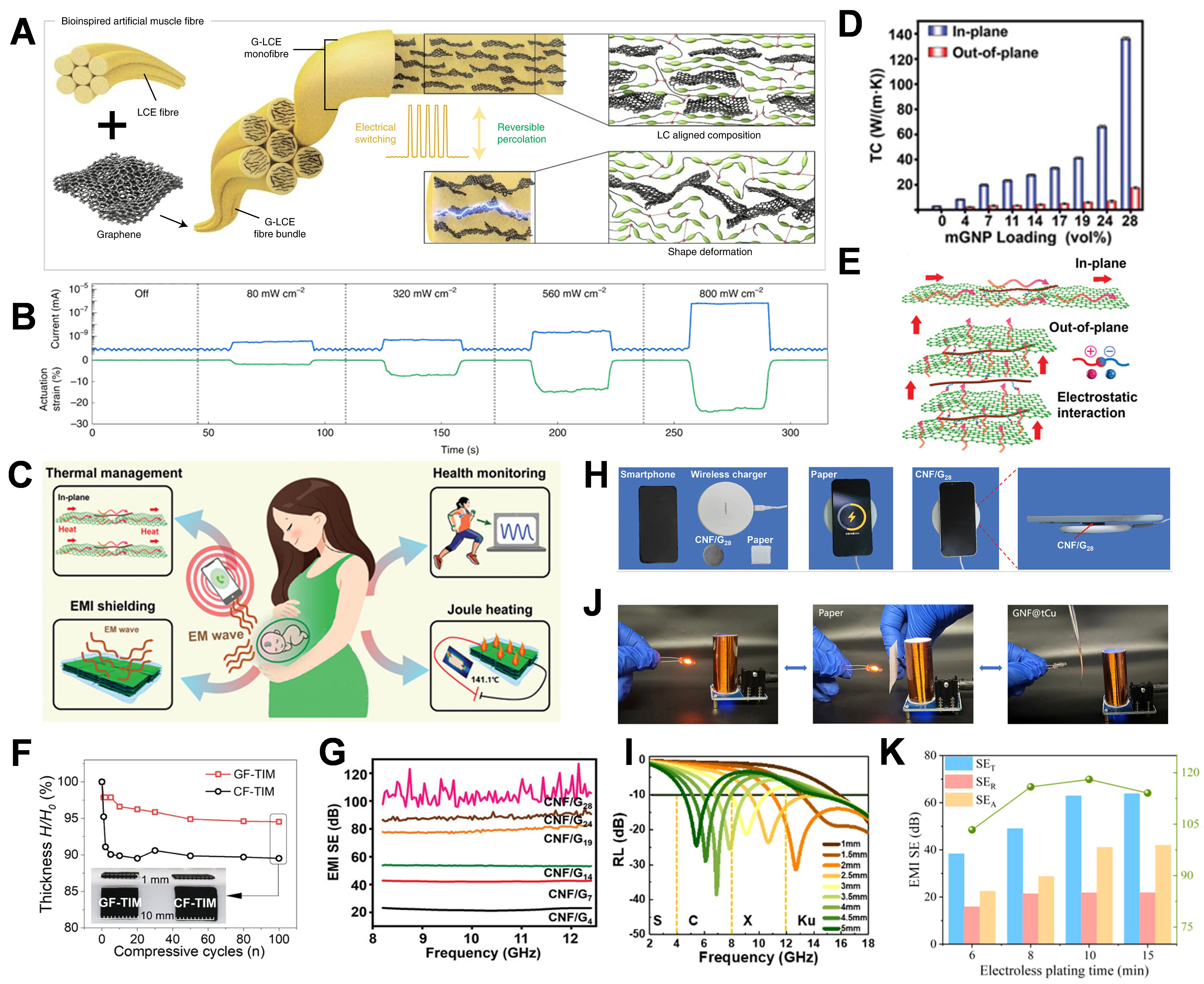
Figure 8. (A) Schematic of a G-LCF composite fibre for shape deformation mechanism with reversible percolation. Schematic of a composite fibre for shape deformation mechanism with reversible percolation; (B) Actuation strain and concurrent electrical current change at the single-fibre level of G0.3-LCF induced by different NIR intensities under a constant stress. (A and B) are reprinted with permission from Ref.[104], Copyright © 2022 Springer Nature; (C) The CNF/G composites as wearable sensors with excellent performance, such as thermal management, EMI shielding, health monitoring, and Joule heating; (D) TC values of CNF/G composites at different contents of mGNPs; (E) Schematic diagram of the heat transfer model for CNF/G composites. (C-E) are reprinted with permission from Ref.[105], Copyright © 2024 John Wiley and Sons; (F) Thickness evolution of GF-TIM after compressive cycles under the same compressive strain. Reproduced with permission[106], Copyright © 2024, American Chemical Society; (G) EMI SE of CNF/G composites with different mGNPs contents; (H) Photographs of EMI shielding ability of paper and CNF/G28 composite for wireless charging of smartphones. (G and H) are reprinted with permission from Ref.[105], Copyright © 2024 John Wiley and Sons; (I) PN0.85GC-900’s reflection loss presentation in the frequency range of 2-18 GHz with varying thicknesses (1-5 mm). Reproduced with permission[107], Copyright © 2022 Springer Nature; (J) Demonstration of the EMI shielding performance of GNF@tCu. A piece of non-shielding paper is taken as comparison (middle); (K) EMI SE and specific shielding effectiveness of GNFs with a thickness of 20 μm under different electroless plating duration. (J and K) are reprinted with permission from Ref.[108], Copyright © 2025 Elsevier. G-LCF: Graphene liquid crystal elastomer fibre; NIR: near-infrared; CNF/G: cellulose nanofibers/graphene nanoplatelets composite; EMI: electromagnetic interference; TC: thermal conductivity; mGNPs: modified graphene nanoplatelets; GF-TIM: graphene fiber-based thermal interface material; SE: shielding effectiveness; GNFs: graphene nanofibers; LCE: liquid crystal elastomer; G-LCE: graphene liquid crystal elastomer; LC: liquid crystalline; EM: electromagnetic; RL: reflection loss.
Electromagnetic shielding and thermal management
Because of their exceptional thermal and electrical conductivity, graphene-based conductive fibers and their composites have substantial application value in thermal management and electromagnetic shielding for smart textiles, as shown in Figure 8C. Through passive heat dissipation or active heating mechanisms, these materials allow the wearable microenvironment to be effectively regulated for thermal management. Zhu et al. created a composite fiber with high in-plane thermal conductivity (136.2 W·m-1·K-1) by electrostatically self-assembling modified graphene nanosheets with cellulose nanofibers [Figure 8D][105]. As shown by the heat transfer model in Figure 8E, this material is appropriate for heat dissipation interfaces in wearable electronics, improving wear comfort without sacrificing device functionality. Additionally, Lu et al. created vertically oriented GF arrays with an in-plane thermal conductivity of 82.4 W·m-1·K-1 while preserving structural stability at low compressive moduli by using a mechanical-electric field co-alignment technique [Figure 8F][106]. This method provides new information for high-power microelectronic devices’ integrated thermal management. Graphene-based fibers have extremely effective electrothermal conversion capability in active heating applications. For example, graphene/glass fiber textiles function as dual-emitter infrared radiators, combining high emissivity with quick electrothermal response, which makes them appropriate for outdoor heating clothing and medicinal treatment[57]. Rapid heating and de-icing capabilities under low-voltage drive are made possible by graphene sheets reinforced with ground paper fiber (GPFC), which shows promise for wearable technology in cold climates[110]. Additionally, in the 0.3-1.2 V low-voltage range, graphene/copper core-shell nanofiber textiles (GNF@tCu) show quick, consistent electrothermal reactions, offering effective heating solutions for portable wearable devices that are power-sensitive[108].
By creating highly conductive networks and multiscale structures, graphene-based fibers efficiently block or absorb electromagnetic interference (EMI) in electromagnetic shielding. According to Zhu et al., modified graphene/cellulose nanofiber composites efficiently decrease near-field radiation interference by achieving shielding effectiveness up to 105 dB in particular frequency bands, as illustrated in Figure 8G[105]. Figure 8H shows composite fiber for wireless smartphone charging. An electrospun spiderweb-like rGO/carbon composite nanofiber with -46.15 dB reflection loss in the microwave band and exceptional broadband absorption performance was created by Wang et al. [Figure 8I][107]. Structural design can control a material’s shielding mechanism. For example, GNF@tCu uses a triple impedance mismatch structure (“air-copper shell-graphene core”) to provide absorption-dominated shielding in the same frequency range, whereas GPFC materials show reflection-dominated shielding in the X-band with an effectiveness of 87.3 dB[97]. Its lightweight and high-efficiency features are highlighted by its shielding performance, which shows 66% absorption loss and a shielding efficacy of 118.8 dB·cm3/g [Figure 8J and K][108]. Additionally, 67.86 dB shielding effectiveness is achieved by multilayer laminated fabrics with modest graphene loading, providing a feasible route for lightweight, structurally integrated electromagnetic protective textiles[111].
MXENE-BASED CONDUCTIVE FIBERS
Features of performance
MXene’s highly tunable electrical structure and surface chemistry are two of its main features. Rich surface activity and tunable physicochemical characteristics, such as exceptional redox activity, mechanical strength, and electrical conductivity, are provided by the electronic arrangement of transition metal elements in MXene. These characteristics are heavily impacted by synthesis conditions including etchant type and exfoliation procedure in addition to the structure and makeup of the precursor MAX phase. More significantly, the elemental composition of M and X sites and surface functional groups (such as -OH, -F, and -O) can be dynamically controlled to further personalize MXene characteristics, allowing for broad adaptability to a variety of application needs. Several important features of MXene in conductive fibers are methodically explained in the sections that follow[112]. Before going into the specific characteristics of MXene fibers, Table 2 compares them directly to GFs to show their existing limits and complimentary advantages.
Key performance indicators and application features of MXene and graphene fibres are compared
| Performance dimension | GF | MXene fiber | Remarks | Ref. |
| Tensile strength (MPa) | ≤ 5,190 | ≤ 585.5 (pure); ≤ 1,060.1 (composite); ≤ 1,037.9 (natural fiber composite) | GF superior; MXene composite breaks 1 GPa barrier | [19,35,119,120] |
| Young’s modulus (GPa) | ≤ 901 (composite); ≤ 400 (pure) | ≤ 29.6 (pure); ~0.33 TPa (monolayer) | GF much stiffer; MXene monolayer ultra-high modulus | [17,50,114,117] |
| Toughness (MJ·m-3) | ≤ 24.0 | ≤ 194.9 | MXene composites show record toughness | [61,120] |
| Electrical conductivity (S·cm-1) | ≤ 1.2 × 106 | ≤ 12,503 (pure); ≤ 7,748 (LC spinning); ≤ 1.27 × 104 (composite) | Graphene has higher upper limit; MXene reaches 104 level | [18,33,34,122] |
| Thermal conductivity (W·m-1·K-1) | ≤ 1,435 | Low (limited macro-fiber data; mainly photothermal effect) | Graphene excels in heat conduction; MXene favors photothermal conversion | [14] |
| Density (g·cm-3) | ~1.4-1.9 | ~2.0-3.0 (pure); ~3.6 (chitosan bath) | MXene denser, less lightweight | [15,21-24,26] |
| Specific surface area (m2·g-1) | ≤ 2,605 (2,210 after reduction) | Moderate (> 96.5% porosity aerogel fiber) | Graphene more mature in porous/high-SSA design; MXene aerogel fibers emerging | [28,77] |
| Intrinsic flexibility/bendability | Good (stable carbon structure, but elongation < 5%) | Excellent (atomic-layer deformability, large strain possible, > 34% fracture strain) | MXene excels in out-plane flexibility and stretchability | [35] |
| Environmental stability | Excellent (oxidation-resistant, hygrothermal stable) | Poor (prone to oxidation in humid air; requires encapsulation/compositing) | Graphene far more stable; MXene requires protection strategies | [131] |
| Solution processability | Good (requires GO dispersion + reduction) | Excellent (no reduction needed, abundant hydrophilic groups, direct aqueous processing, up to 19.4 wt% colloidal ink) | MXene easier to process, compatible with various wet methods | [136] |
| Key application advantages | High strength and conductivity, thermal management, structural reinforcement, EMI shielding, fiber-shaped batteries | High capacitance (1,265 F·cm-3), photothermal conversion, tunable surface chemistry, EMI shielding, self-healing, TENGs | Overlap in shielding but different mechanisms; MXene excels in electrochemical energy storage | [33] |
| Main performance bottlenecks | Low elongation at break (< 5%), defect control in large-scale spinning, high-temperature reduction energy cost | Moderate strength/modulus of pure fiber, insufficient long-term stability, oxidation sensitivity, immature antioxidant strategies | Need scenario-specific optimization | [119] |
| Typical application scenarios | Structural health monitoring, high-performance wires, thermal interface materials, fiber-shaped batteries, IR thermotherapy fabrics, EMI shielding fabrics | Flexible supercapacitors, strain sensors (GF up to 2,269.3), IR stealth, electrothermal therapy, self-healing textiles, TENGs, smart thermal management fabrics | Graphene: structure-function integration; MXene: high electrochemical activity + flexibility + multimodal sensing | [120] |
Mechanical properties
Conditions for testing mechanical properties: All mechanical data for MXene-based fibers reported here were acquired at standard ambient temperatures (22-26 °C, 45%-55%), usually with a loading rate of
MXene’s distinct atomic-layer structure is the source of its intrinsic mechanical characteristics. Its basic unit, as depicted in Figure 9A, is made up of transition metal atoms (such as Ti, V, and Nb) joined to carbon/nitrogen atoms within the plane by strong covalent bonds, giving it remarkable in-plane strength and rigidity[112]. Weaker van der Waals forces or hydrogen bonds cause interlayer bonding, which gives the material exceptional out-of-plane flexibility and deformability and produces a hierarchical structure that blends stiffness with flexibility. This gives monolayer MXenes remarkable mechanical characteristics[117]. According to nanoindentation tests, monolayer Ti3C2Tx has an effective Young’s modulus of 0.33 ± 0.03 TPa, which is higher than rGO (0.25 ± 0.15 TPa) and GO (0.21 ± 0.02 TPa). For solution-processable two-dimensional materials, this value is among the highest that is currently known[113] [Figure 9B].
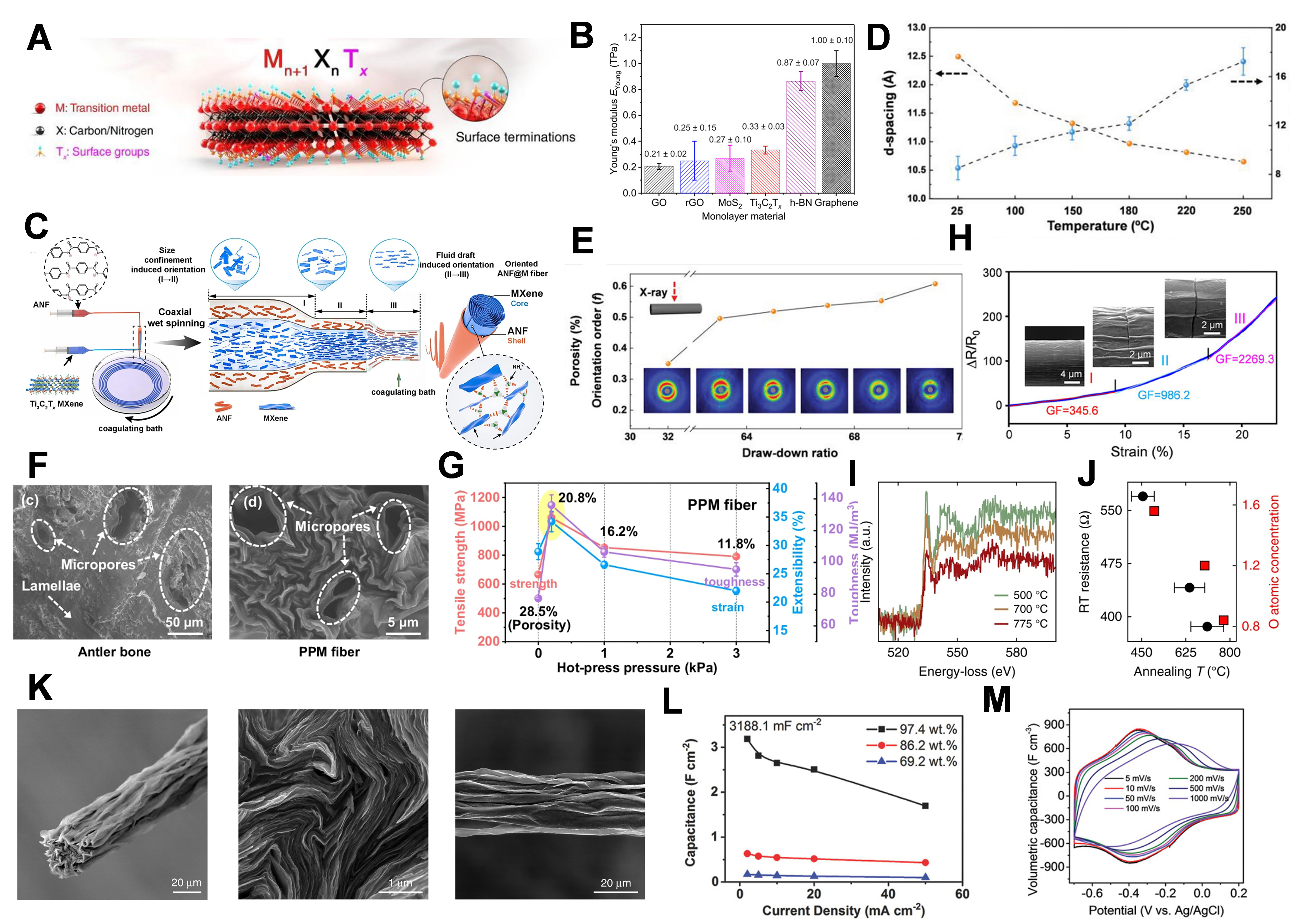
Figure 9. (A) Structural schematic diagram of MXene. Reproduced with permission[112], Copyright © 2021 The American Association for the Advancement of Science; (B) Comparison of effective Young’s moduli for several 2D materials: GO, rGO, MoS2, h-BN, and graphene. Reproduced with permission[113], Copyright © 2018 The American Association for the Advancement of Science; (C) Schematic illustrating the fabrication of core–shell ANF@M fiber by coaxial wet spinning, the evolution of the sheet orientation, and the cross-linking of MXene sheets with ammonium ions. Reproduced with permission[114], Copyright © 2022 Springer Nature; (D) D-spacing and porosity of pure fiber when heated; (E) Orientation order of COC fibers at different draw-down ratios shown by WAXS patterns (inset). (D and E) are reprinted with permission from Ref.[34], Copyright © 2023 John Wiley and Sons; (F) Cross-sectional SEM images of an anti-plane in deer antlers and PPM fibers; (G) Comparison of the tensile strength, toughness, and ductility of PPM fibers with porosities of 28.5%, 20.8%, 16.2%, and 11.8%. (F and G) are reprinted with permission from Ref.[35], Copyright © 2025 Springer Nature; (H) The value of ΔR/R0 changes with strain during the stretching process of MCSFs. The inserted SEM images are corresponding surface morphologies at different stages. Reproduced with permission[58], Copyright © 2025 John Wiley and Sons; (I) In situ EELS spectra of the O K-edge of Mo2TiC2Tx; (J) Comparison of the post-anneal RT resistance (black circles) with the concentration of =O (red squares), given in units of x based on the chemical formula Mo2TiC2Ox. (I and J) are reprinted with permission from Ref.[115], Copyright © 2019 Springer Nature; (K) SEM images of Ti3C2Tx MXene fiber. Reproduced with permission[116], Copyright © 2020 Springer Nature; (L) specific areal capacitance of the BMX yarn electrodes from the GCD curves. Reproduced with permission[31], Copyright © 2018 John Wiley and Sons; (M) CV curves of M7P3 fiber at different scan rates. Reproduced with permission[32], Copyright © 2019 John Wiley and Sons. GO: Graphene oxide; rGO: reduced graphene oxide; h-BN: hexagonal boron nitride; ANF: aramid nanofiber; COC: cyclic olefin copolymer; WAXS: wide-angle X-ray scattering; SEM: scanning electron microscope; PPM: polypropylene microfiber; MCSFs: MXene induced conductive silk fibers; EELS: electron energy loss spectroscopy; RT: room temperature; BMX: biscrolled MXene/carbon nanotube yarn; GCD: galvanostatic charge-discharge; CV: cyclic voltammetry; GF: graphene fiber.
However, sheet orientation, packing density, interfacial interactions, and preparation methods have a major impact on the mechanical characteristics of MXene nanosheets when they are assembled into macroscopic fibers[118]. The performance of pure MXene fibers usually falls short of the individual sheets’ theoretical values. For example, by controlling liquid crystal phase spinning in conjunction with ammonium ion-enhanced interlayer contacts, Eom et al. produced fibers with a tensile strength of roughly 63.9 MPa and a Young’s modulus of roughly 29.6 GPa[116]. Zhou et al. used a synergistic approach of thermal stretching and interfacial crosslinking to further optimize the assembly process and create ultra-dense MXene fibers with a tensile strength of 585.5 MPa and toughness of 66.7 MJ·m-3[119]. The overall mechanical properties of composite fiber systems are greatly improved by the addition of MXene. Liu et al. achieved a further increase to 502.9 MPa tensile strength and 48.1 MJ·m-3 toughness for aramid nanofiber (ANF)@MXene core-shell fibers obtained via coaxial hydrospinning, as schematically shown in Figure 9C[114]. Zhao et al. observed MXene/CNTs composite fibers achieving tensile strengths of 161 MPa at about 9 weight percent CNT loading[120]. Additionally, the mechanical qualities of fiber substrates like cotton yarn are greatly improved by coating them with MXene. For example, cotton yarn coated with MXene showed an increase in tensile strength from 334 to 468 MPa[121].
Advanced assembly techniques, multiscale interface engineering, and biomimetic structural design have all contributed to significant advancements in the mechanical properties of MXene-based fibers in recent years. He et al., for example, suggested a “dual-space-constrained spinning” approach[122]. They accomplished highly ordered assembly of MXene and CNFs by imposing limitations at both the micro and nanoscale. The resultant fibers have an electrical conductivity of up to 1.27 × 106 S·m-1 and a tensile strength of 506.7 MPa. By using a dual method of “static filler densification + dynamic thermal stretching”, Zhou et al. greatly reduced the porosity and improved the layer orientation of MXene-CNT-polylactic acid (PLA) composite fibers [Figure 9D and E][34]. Tensile strength of 941.5 MPa, toughness of 147.9 MJ·m-3, and superior electromagnetic characteristics were the outcomes. Gu et al. created a biomimetic model that included “strong covalent interfaces + slip-enabled physical interfaces + microporous structures”, drawing inspiration from the multi-level structure of antlers[35]. MXene/PEDOT:PSS/polycyclohexane composite fiber was produced using this method. Figure 9F displays the cross-sectional SEM picture. It was the first to surpass the gigapascal strength threshold while retaining high conductivity and flexibility, achieving a tensile strength of
Electrical properties
The electrical conductivity of MXene fibers was predominantly determined using the four-probe method at room temperature (about 25 °C) and ambient humidity. The electrolyte type, concentration, and scan rate used for electrochemical measurements (capacitance, rate performance) are clearly described in the cited literature and summarized in the discussion sections. Unless otherwise noted, all capacitance values correspond to measurements made in aqueous electrolytes at room temperature (e.g., 1 M and 3 M H2SO4)[9,123-126].
The key benefits of MXene, a new class of two-dimensional transition metal carbon/nitride compounds, come from its remarkable intrinsic conductivity and highly adjustable structural and surface chemical characteristics. With film conductivities of up to 6,000-8,000 S·cm-1, the typical material Ti3C2Tx displays metalloid-like conductivity. Its high carrier mobility and metal-bond-dominated electrical structure are the causes of this characteristic. Many structural elements, such as surface functional group types, interlayer stacking states, lattice defect densities, and environmental stability, affect MXene’s conductivity. For example, conductivity can be increased by optimizing the electron distribution close to the Fermi level by introducing -O/-OH groups [Figure 9I and J] or selectively eliminating highly electronegative -F functional groups[115]. Moreover, regulated transitions from metallic to semiconducting states are made possible by intercalating organic molecules or metal ions, which modulate the interlayer coupling strength. Charge transfer efficiency is further improved by high-temperature annealing, which successfully removes oxygen vacancies and lattice distortions. In general, good electrical conductivity is more likely to be achieved in MXene sheets with large dimensions, few defects, no surface end groups, and smaller interlayer spacing[127].
The sheet size, orientation, pore structure, and preparation method are the main factors influencing the conductivity of MXene-based conductive fibers in fiber form. Sheet size has a major impact on the conductivity of pure MXene fibers. Using an NH4+ ion solidification bath and additive-free wet spinning of large-sized Ti3C2Tx nanosheets, Eom et al. effectively produced pure MXene fibers with a conductivity of 7,713 S·cm-1, as seen in Figure 9K[116]. Even higher conductivities can be obtained by further improving internal layer ordering inside the fibers through optimal stretching orientation and solidification kinetics during spinning[26]. Even though the conductivity of composite MXene fibers is often lower than that of pure MXene fibers, well-designed composite systems can nonetheless produce efficient conductive networks. For example, MXene/CNT composite fibers reach 1,715 S·cm-1 at low CNT loading[120], whereas MXene/PEDOT:PSS composite fibers show a conductivity of 1,489 S·cm-1[32]. Additionally, coated MXene fibers exhibit exceptional performance. For example, a conductivity of 200 S·cm-1 is obtained when 79 weight percent MXene loading is achieved on cotton yarn surfaces, demonstrating exceptional substrate flexibility and conductive functionalization capabilities[121].
MXene-based fiber electrodes have excellent capacitive characteristics and quick ionic reaction in energy storage applications. In 1 M H2SO4 electrolyte, pure MXene fibers reach a volumetric capacitance of up to 1,265 F·cm-3, which is comparable to the capacitance level of MXene films (≈ 1,500 F·cm-3)[21,33]. MXene-based composite fiber systems are also quite effective. As an illustration of the benefits of high active material loading, MXene/CNT-spun yarn shows a volumetric capacitance of 1,083 F·cm-3 and a surface capacitance as high as 3,188 mF·cm-2 in 3 M H2SO4 [Figure 9L][31]. According to research, electrolyte ion penetration and transport are facilitated by smaller MXene sheets with more edge defects and active sites, which results in better capacitive performance[128]. Additionally, the electrochemical performance of the fibers is greatly influenced by their microstructure: fibers prepared with a chitosan coagulation bath have a higher density (≈ 3.6 g·cm-3) and a volumetric capacitance that is roughly doubled in comparison to low-density fibers prepared with an acetic acid coagulation bath (≈ 1.7 g·cm-3), suggesting that densely packed structures improve volumetric energy density[21,23,24]. In terms of rate performance, MXene/PEDOT:PSS composite fibers showed good fast charge/discharge capability and structural stability, with a capacitance retention of 81.4% when the scan rate rose from 5 to 1,000 mV·s-1 [Figure 9M][32].
Thermal properties
MXene’s optical characteristics are highly tunable, and the chemical makeup and spatial distribution of its surface end groups largely control its electronic structure and optical response[129]. In addition to affecting the material’s bandgap structure and energy level arrangement, these functional groups also directly affect how light is absorbed, reflected, and transmitted across the ultraviolet to near-infrared spectrum. For example, because of strong surface polarization effects, MXene rich in -F and -OH functional groups usually shows low optical absorption coefficients in the visible area. On the other hand, MXene systems that have been altered with different end groups might show improved light-trapping effectiveness. The selective scattering mechanism of end groups toward high-energy photons is the main reason why adding surface functional groups can greatly increase material reflectivity in the ultraviolet (UV) spectrum. The interlayer structure of MXene has a significant impact on its optical characteristics in addition to surface chemical control. Light propagation paths between layers can be efficiently controlled by varying the interlayer gap using intercalants. The total transmittance and absorption properties of the material can be systematically controlled by increasing the interlayer distance, which improves multiple reflections and scattering. For MXene optical design, this structural tailoring in conjunction with surface chemical alteration offers a multifaceted optimization approach.
MXene’s excellent photothermal conversion capabilities are directly attributed to its exceptional and tunable optical characteristics. Through non-radiative relaxation processes, MXene effectively transforms light energy into heat after absorbing photons. This feature shows enormous potential for MXene-based fibers and fabrics in heat management applications for smart textiles, together with its intrinsic high electrical conductivity and processability. As seen in Figure 10A, the MXene/cellulose nonwoven created by Zhao et al. quickly warms to 100 °C at low voltages (3-6 V), allowing for regulated thermotherapy [Figure 10B] and antibacterial effects while retaining stability after thousands of flexures[130]. Additionally, biomimetic structural design improves functional integration. For example, Wang et al. created MXene/ANF composite paper inspired by pearl layers, which combines high mechanical strength, effective electromagnetic shielding, and quick Joule heating response[131]. As seen in Figure 10C, the temperature consistently increases to 146 °C at 4 V, which makes it appropriate for integrated electromagnetic shielding wearable systems and high-performance thermal management fabrics. Furthermore, self-healing functionality is made possible by the photothermal characteristics of MXene. In order to create a self-healing heater, Choi et al. coated polycaprolactone (PCL) fiber surfaces with MXene and AgNWs[132]. As seen in Figure 10D, the material was heated to 61 °C by delivering a 1.6 V voltage upon injury, melting the PCL and enabling autonomous healing.
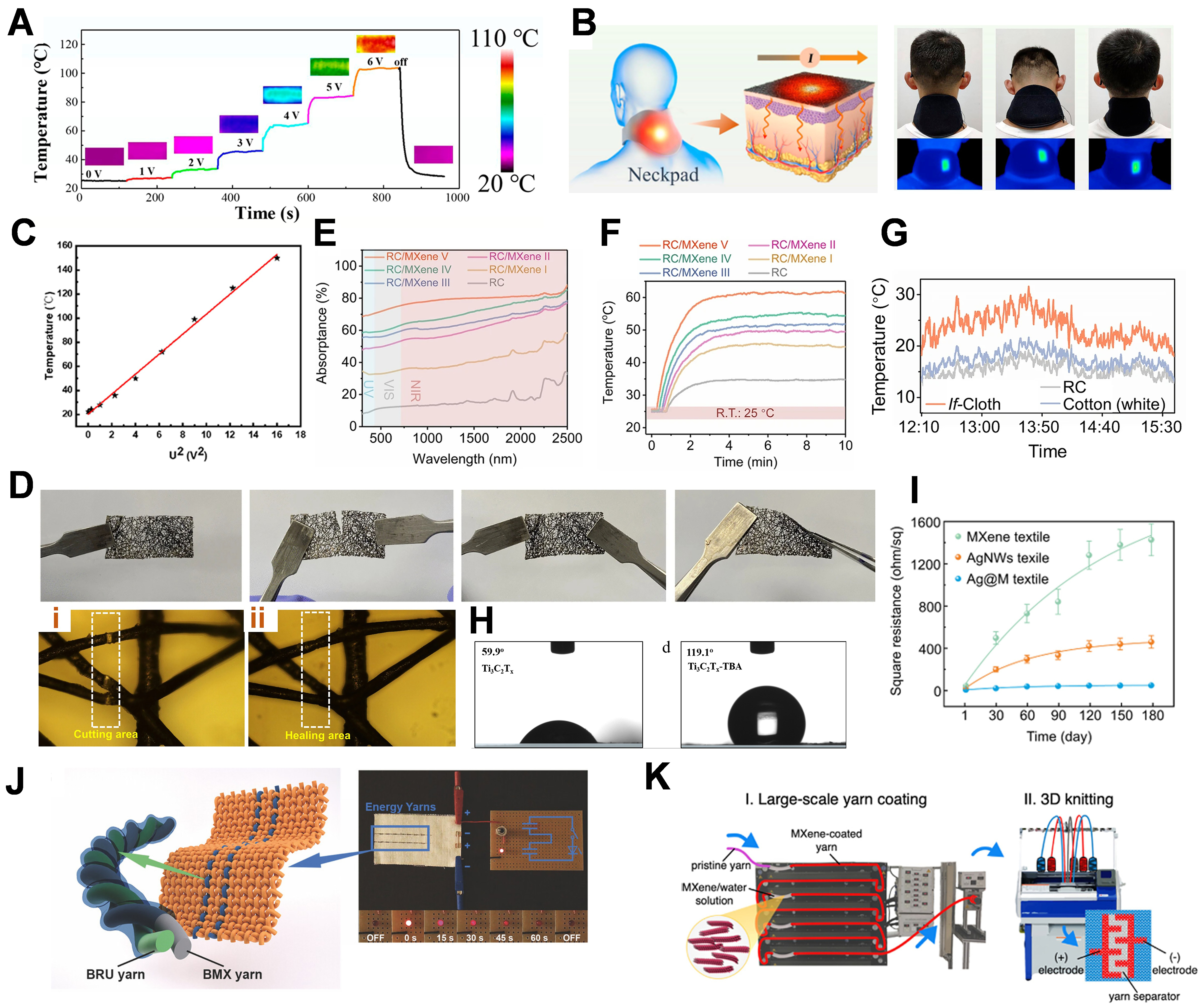
Figure 10. (A) Temperature profiles of M-fabric at different input voltages of 0, 1, 2, 3, 4, 5, and 6 V. Insets are the IR thermal images of the M-fabric at different input voltages; (B) Schematic illustration for the thermotherapy application of M-fabric when embedded in a neck-guarding pad. Digital photographs of different stances of head with M-fabric integrated neckpad and correspondingIR thermal images under an applied voltage of 3 V. (A and B) are reprinted with permission from Ref.[130], Copyright © 2020 American Chemical Society; (C) Real data and linear fitting of saturation temperature vs. U2. Reproduced with permission[131], Copyright © 2022 American Chemical Society; (D) Spontaneous healing characteristics of the fabricated SHH. The applied voltage was 1.5 V for healing. Digital images of SHH before cutting, after cutting, after 5 min of applying voltage, and during twisting of the healed sample. Optical microscope images of SHH (i) with cutting marks and (ii) after 5 min of applying voltage. Reproduced with permission[132], Copyright © 2023 Springer Nature; (E) UV-Vis-NIR absorption spectra of nanofibers; (F) Time course plots of their temperatures under one-sun irradiation (1,000 W·m-2); (G) The real-time temperature of the simulated skin was covered by if-Cloth, RC nanofibers and a white cotton cloth over 3 h under sunlight in Stockholm, Sweden. (E-G) are reprinted with permission from Ref.[133], Copyright © 2023 Springer Nature; (H) The contact angle measurements for Ti3C2Tx (MXene) and for Ti3C2Tx-TBA. Reproduced with permission[134], Copyright © 2021 American Chemical Society; (I) Oxidation times of 1-180 days. Reproduced with permission[135], Copyright © 2025 Elsevier; (J) Schematic illustration of the energy textile prototype containing the aYSC device. Some examples showing that the energy textile prototype can power an LED. Reproduced with permission[31], Copyright © 2018 John Wiley and Sons; (K) Schematic illustration of the large-scale production of MXene-coated yarns and 3D knitted energy storage devices. Reproduced with permission[136], Copyright © 2020 Elsevier. IR: Infrared; SHH: spontaneously self-healing heater; UV: ultraviolet; NIR: near-infrared; RC: regenerated cellulose; TBA: tetrabutylammonium; aYSC: asymmetric yarn supercapacitor; LED: light-emitting diode; AgNWs: silver nanowires; BRU: biscrolled RuO2/CNT yarn; BMX: biscrolled MXene/carbon nanotube yarn.
Chang et al. used electrospinning to create MXene/cellulose smart textiles for photothermal synergistic applications[133]. Figure 10E and F display their temperature-time curves and UV-Vis-near-infrared (NIR) absorption spectra under single-sun irradiation. These materials demonstrated dual functionality for solar-driven water treatment and personal thermal control, rising 5.6 °C more than cotton garments under outdoor sunlight [Figure 10G] while exhibiting effective water evaporation rates. Additionally, MXene’s strong near-infrared absorption creates opportunities for uses in biomedical and specialty textiles, including infrared stealth and photothermal therapy[137-139].
Other performance
In addition to their remarkable conductivity, MXene materials’ distinct surface chemistry gives them superior solvent dispersibility and processing compatibility, providing a vital basis for their use in a variety of fiber production processes and intelligent textile integration. The surface of MXene produced by wet etching techniques has a large number of polar functional groups. Through surface chemical control, these groups not only facilitate the generation of stable colloidal dispersions in aqueous mediums but also permit excellent dispersion in a variety of organic solvents. Research shows that MXene exhibits low dispersibility in nonpolar solvents but forms uniform, persistent dispersions in extremely polar solvents including ethanol, dimethyl sulfoxide, and N-methylpyrrolidone directly verifying the polar nature of its surface end groups[139]. Researchers have created several methods to control MXene dispersibility in order to fulfill the demands of high-concentration processing. Ionic intercalation was successfully used by Zhang et al. to modify surface hydrophobicity [Figure 10H], greatly increasing dispersion concentration in organic phases[134]. As of right now, self-supporting MXene colloidal materials with solid contents as high as 19.4 weight percent have been effectively created. These materials include internal contained water, which allows them to preserve conductivity similar to that of freshly manufactured MXene while preserving good redispersibility. This invention offers a unique way to store, transport, and process the material on a large scale[140].
However, one major issue limiting MXene’s practical use is its long-term stability under standard settings. Reduced conductivity and structural integrity result from oxidative deterioration, which is easily triggered by exposure to water and oxygen conditions. The material’s service life is prolonged and the oxidation process is effectively delayed by encapsulation with organic solvents to isolate moisture[135]. Another successful tactic for improving stability is the creation of composite materials. For example, as Figure 10I[135] illustrates, combining MXene with AgNWs to create an interlocking network structure not only greatly improves the tensile characteristics and interfacial bonding strength of the composite fibers but also significantly increases the system’s overall oxidation resistance.
MXene-based fibers show outstanding compatibility with textile manufacturing processes for end-use applications. Early research has demonstrated the viability of integrating MXene-based fibers onto textile substrates using conventional methods such as hand sewing [Figure 10J], knitting, or embroidery[31,141]. This field has progressed to industrial-scale pilot production in recent years. Automated weaving of a variety of materials, such as MXene/polyurethane (PU) hydrospun fibers and MXene-coated cotton fibers, has been made possible using industrial-grade computerized circular knitting machines. Figure 10K displays schematic schematics of 3D-knitted energy storage devices, illustrating the capacity to create thick or porous fabric structures in accordance with design specifications[121]. Precise design of intricate textile structures and useful patterns is made possible by this interoperability with scalable, automated textile manufacturing. It greatly speeds up the transition of MXene-based smart textiles from lab research to real-world applications by creating a strong industrial foundation for the development of high-performance, wearable textile electronics[136].
Fabrication strategies
MXene nanosheets have exceptional mechanical potential, high specific surface area, and metalloid-like high conductivity at the microscopic level. However, problems like weak interfacial bonding between nanosheets, prone disordered stacking, internal voids, and structural defects frequently hinder the actual mechanical and electrical performance of macroscopic fibers from fully translating their theoretical properties. Consequently, a key area of research for improving the overall characteristics of fibers is the development of efficient assembly techniques to provide highly directed alignment, compact integration, and stable interfacial bonding of MXene nanosheets. Researchers have created a variety of fiber production methods to satisfy the complex requirements of smart textiles, such as high active substance loading, structural design flexibility, processing simplicity, and fiber continuity. These mainly include dual-winding techniques, wet-spinning, coating techniques, and electrospinning. Together, these approaches including material adaptability, process complexity, and fiber structure/property control, which move MXene-based conductive fibers from lab research to real-world smart textile integration.
Wet spinning
The most promising mainstream method for producing continuous, high-performance MXene-based conductive fibers on a big scale is wet-spinning. As shown in Figure 11A[37,143], its fundamental idea is to assemble two-dimensional MXene nanosheets, which have exceptional intrinsic properties into one-dimensional macroscopic organized structures via a phase transition directed by hydrodynamics. To ensure effective structure transfer from the nanoscale to macroscopic fibers, this procedure must be implemented with systematic control over the rheological behavior of the spinning precursor, liquid crystal phase transitions, and solidification kinetics.
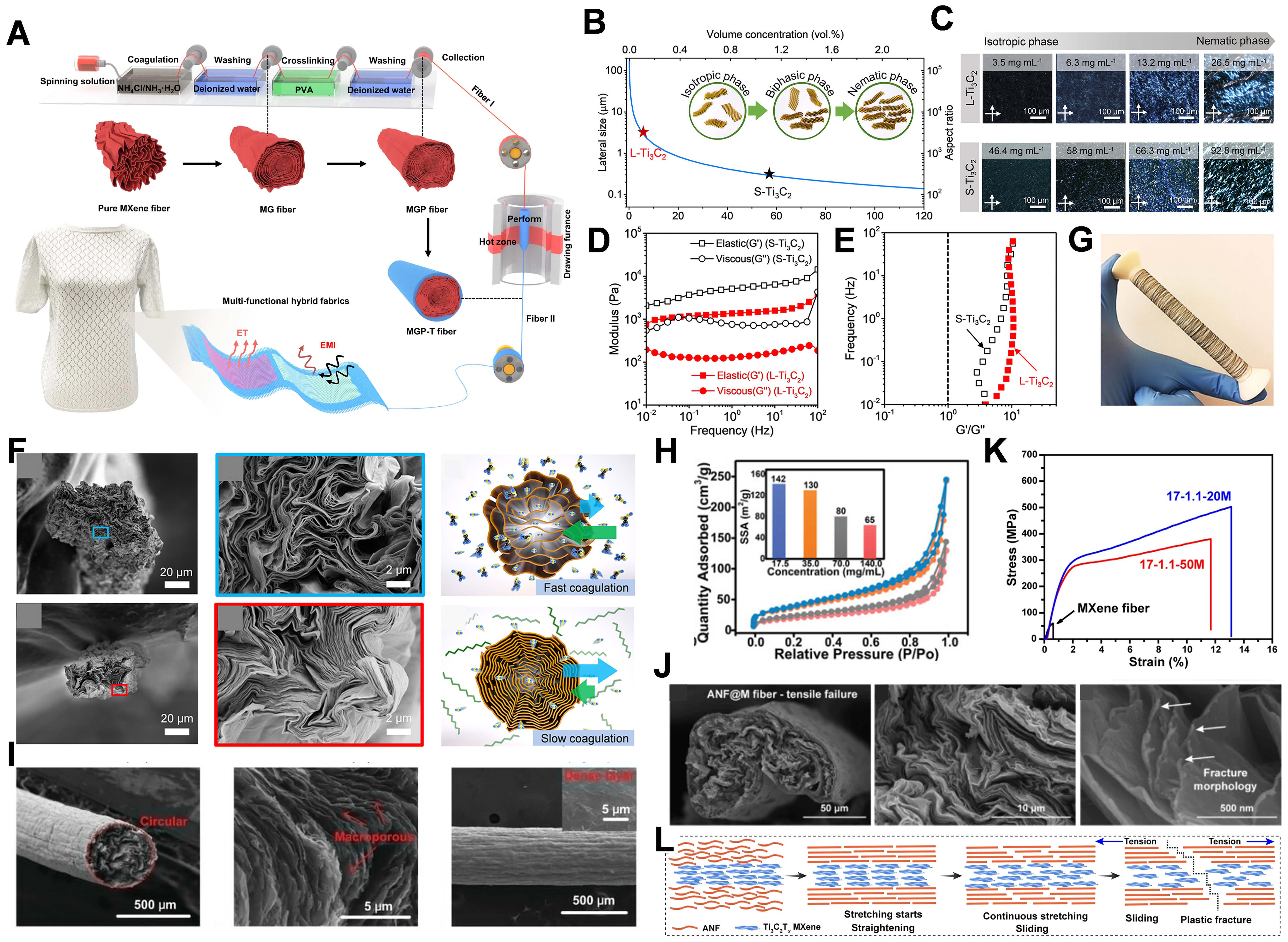
Figure 11. (A) Fabrication of MGP-T fiber via continuous wet spinning and thermal drawing, and the formation of MXene-based textiles. Reproduced with permission[119], Copyright © 2022 Springer Nature; (B) Relationship between the MXene ink concentration (volumetric and mass) and the flake size (lateral size and aspect ratio) for isotropic to nematic phase transformation based on theoretical calculations. The stars represent the theoretical LC transition concentrations for L-Ti3C2 and S-Ti3C2 dispersions based on their average flake size
The creation of MXene spinning solutions (or “inks”) with optimal rheological characteristics is the main requirement for attaining effective, continuous spinning. Excellent hydrophilicity is provided by the many -OH, -O, and other functional groups on the surface of MXene nanosheets, allowing for stable dispersion in polar solvents such water and N,N-dimethylformamide[144]. MXene nanosheets go through a phase transition from isotropic to nematic liquid crystalline states when the dispersion concentration rises above a certain threshold. The Onsager rigid rod theory, which was first developed for rigid rod-like particles and then expanded to disc-shaped particles like MXene and GO, can quantitatively explain this behavior. According to the theory, the free energy of the system is dominated by the repulsive volume effect, which is the volume of space that a particle’s center is pushed from by the existence of another particle. The isotropic phase is preferred at low concentrations because the entropy gain from random orientation exceeds the entropy loss from repulsive volume. The repulsive volume per particle rises with concentration, increasing the entropy cost of random orientation. When a threshold concentration is exceeded, the system partially orients particles to increase entropy while simultaneously decreasing repulsive volume and increasing overall entropy. There is no need for interparticle attraction because this transition is solely entropy-driven.
The aspect ratio of the particle has an inverse relationship with the critical concentration (φc) for this phase transition. The diameter-to-thickness ratio is the important aspect ratio for disc-shaped MXene sheets. Higher aspect ratios from larger sheet sizes translate into lower φc values. This suggests that lower mass concentrations can be used to reach the nematic phase [Figure 11B and C]. Nematic phase production is difficult in real-world applications because smaller sheets necessitate much higher concentrations to accomplish orderly packing, frequently approaching solubility limits. A logical foundation for choosing MXene flake size in fiber spinning is provided by this theoretical framework. Larger flakes in MXene dispersions are preferred because they can create a fully formed nematic phase at concentrations that are appropriate for experimentation. Achieving high-quality fiber spinning and subsequent orientation control requires this[33,139].
The rheological conditions for spinning are supported by Onsager theory, which goes beyond phase behavior. A nematic dispersion that is appropriate for wet spinning needs to behave like a viscoelastic gel, which is defined by having a storage modulus (G’) that is higher than the loss modulus (G”) and being stable over a wide frequency range (G’/G” > 1, Figure 11D and E). The ordered structures created inside the rotating orifice are guaranteed to be maintained throughout solidification because to this mechanical integrity. As a result, Onsager theory not only clarifies why MXene layers spontaneously organize into a nematic phase, but it also shows how this phase transition may be used to create processable inks, which in turn converts ordered structures at the nanoscale into macroscopic fiber characteristics.
The key to wet spinning is to use chemical bath design and fluid shear forces in concert to “freeze” and further reinforce the ordered structures within the solution once a spinning solution with desirable liquid crystallinity and rheology has been obtained. The microstructure and characteristics of the fibers are determined by the solvent exchange kinetics, which are directly influenced by the composition of the coagulation bath. For example, Zhang et al. found that MXene nanosheets instantly solidified and formed a porous, open, loose network when pure acetic acid was used as the coagulation bath due to rapid solvent exchange. The resultant fibers had a conductivity of about 4,048 S·cm-1, which was relatively low. The cross-sectional morphology of the fiber in Figure 11F illustrates how the slower exchange rate in a chitosan solution, on the other hand, allowed the nanosheets to completely rearrange and tightly pack before solidification, resulting in fibers with a more compact structure, smaller diameter, and significantly enhanced conductivity (approximately 7,748 S·cm-1)[33]. Multivalent cations (such as Mg2+, Ca2+, and NH4+) can be added to the solidification bath to further improve the mechanical and electrical characteristics of the fibers. Through electrostatic cross-linking, these ions create strong interlayer connections and efficiently protect the negative charges on the MXene sheet surfaces, accelerating the creation of gel fibers while enhancing strength and conductivity. While complete fiber creation was impossible without ionic crosslinking, Li et al. showed that fibers spun from Mg2+-containing solutions attained tensile strengths up to 118 MPa and electrical conductivities of 7,200 S·cm-1[145]. Another crucial stage in post-processing for fiber structure optimization is axial mechanical stretching. Internal cavities are eliminated and packing density and orientation are increased as a result of the tensile force pushing nanoplates farther along the fiber axis. Young’s modulus and electrical conductivity, for instance, are around 1.5 times higher in tensile-oriented MXene fibers than in non-stretched fibers[26].
Through additional process condition optimization and creative structural design, researchers have diversified MXene fiber architectures and specifically improved their attributes based on the previously mentioned understanding of the spinning mechanism. Early research concentrated on increasing spinnability by combining MXene with hydrophilic nanomaterials (such as GO, CNTs) or polymers [such as regenerated cellulose (RC), PU] [Figure 10G]. Nevertheless, conductivity improvement was constrained by the use of insulating or low-conductivity matrices[142]. Zhang et al. developed continuous wet spinning utilizing pure MXene liquid crystal dispersions, advancing the technology into high-purity, high-performance spinning, as their understanding of MXene’s nematic liquid crystal behavior deepened[33]. Building on this basis, customized production of multifunctional fibers is made possible by carefully regulated spinning conditions. For example, Li et al. created MXene aerogel fibers with porosities greater than 96.5% using Ca2+-induced fast gelation in conjunction with supercritical CO2 drying (N2 adsorption-desorption isotherm shown in Figure 11H)[28]. They are appropriate for applications like flexible sensing because they maintain the conducting network while displaying exceptional flexural elasticity and high specific surface area (fiber cross-section and surface morphology shown in Figure 11I). As seen in the cross-sectional SEM image in Figure 11J, Liu et al. created core-shell structured fibers with MXene as the conductive core and ANFs as the protective shell in order to address MXene’s vulnerability to oxidation and degradation[114]. In addition to acting as a physical barrier, the ANF shell’s strong interfacial contacts with the MXene core improve the fiber’s mechanical strength and environmental stability [Figure 11K and L].
A unique set of key parameters that are essentially different from those of graphene are involved in the wet spinning of MXene fibers. There are two effects of sheet size: larger MXene sheets (e.g., lateral dimensions of 3.1 μm) encourage the formation of nematic liquid crystals at lower concentrations and result in higher conductivity (7,713 S·cm-1); smaller sheets (310 nm) allow for finer diameter control but show more edge defects and less orientation[33,128]. Continuous manufacturing of MXene/PU composite fibers longer than 100 meters has been accomplished, despite the fact that the spinning speed for pure MXene fibers is still underquantified[143]. Weaving experiments on an industrial scale show speeds similar to graphene systems. It has been shown that stretch ratio and strain during stretching greatly improve performance: post-spinning stretching results in a 1.5-fold improvement in Young’s modulus and conductivity, which is explained by optimized interlayer orientation and decreased porosity[26]. The solidification bath’s chemical characteristics are crucial for MXene: a chitosan bath inhibits ion exchange, resulting in dense stacking and raising conductivity to 7,748 S·cm-1, whereas acetic acid causes quick solidification but creates a porosity network (4,048 S·cm-1)[33]. Interlayer bridging is further improved by multivalent cation crosslinking (Mg2+, Ca2+, and NH4+), which raises conductivity to 7,200 S·cm-1 and tensile strength to 118 MPa[145]. Post-treatment parameters are very different from those for graphene: because of the substantial oxidation concerns, high-temperature annealing is rarely used. Rather, the preferred methods are room-temperature drying, supercritical CO2 drying (appropriate for aerogel fibers with porosities > 96.5%[28]), or protective encapsulation (such as ANF encapsulation[58]). In contrast to graphene, environmental control - such as oxygen-free environments - is a crucial extra factor in preventing oxidative deterioration when spinning. The main obstacles in the production of modern MXene fiber are the interdependent interactions between these factors, especially the trade-offs between flake size, spinnability, and ultimate conductivity.
Other fabrication methods
While wet spinning shows great promise for producing high-performance continuous MXene fibers, other techniques including coating, electrospinning, and dual-winding provide a variety of efficient supplementary methods to satisfy the needs of different smart textile applications. These techniques take advantage of their special advantages in structural diversity, material composite shapes, and process simplicity.
Method of coating
Scalable integration is made possible by the simple, inexpensive coating process. Its fundamental idea is to quickly impart conductivity and certain functions by directly loading MXene dispersions onto pre-existing fiber, yarn, or fabric substrates via dip-coating, drop-casting, or spraying processes. Figure 12A depicts a schematic of the impregnation coating procedure. The creation of a strong interface binding between MXene nanosheets and the substrate material and the development of a stable MXene dispersion are essential for the effective application of this technique.
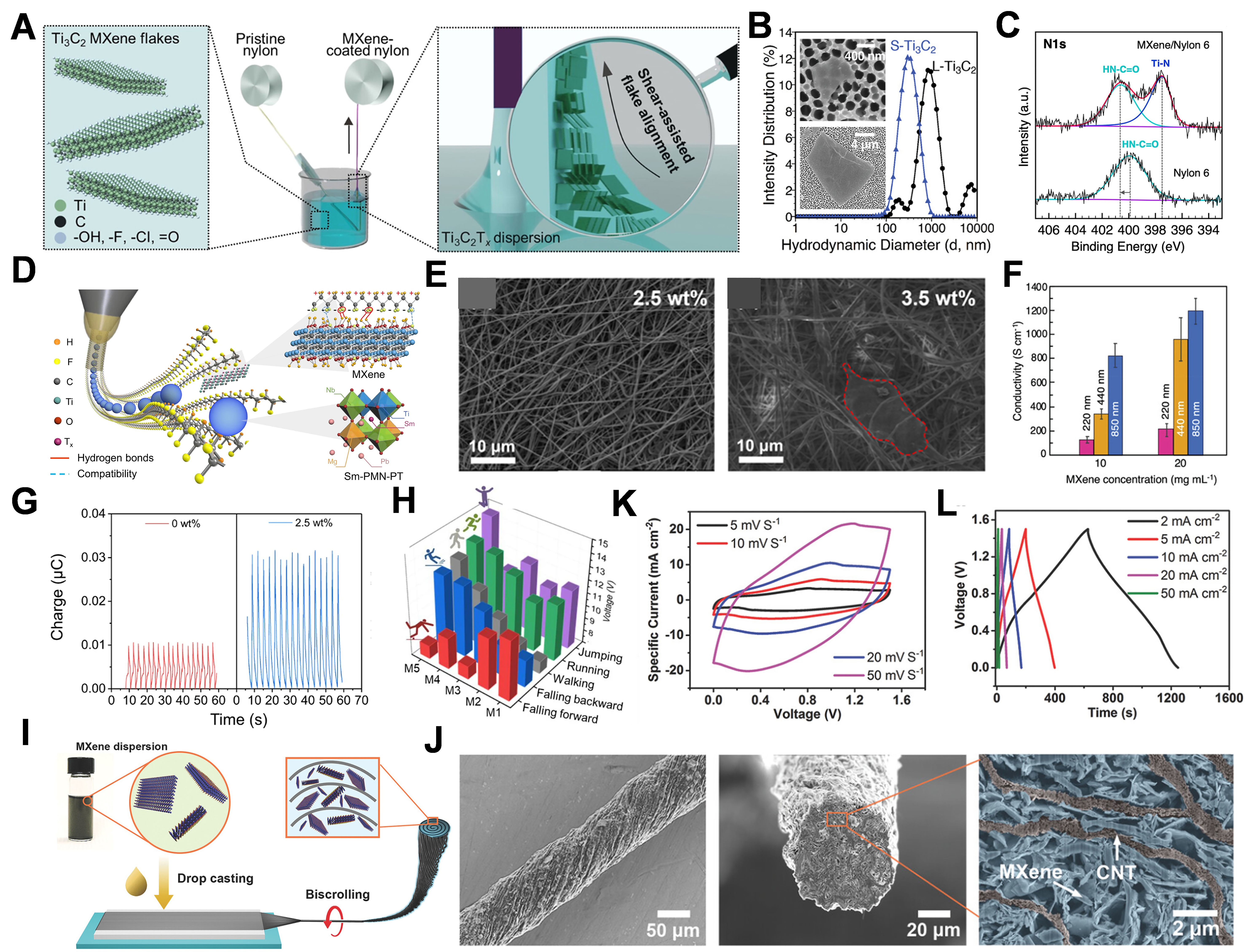
Figure 12. (A) Schematic of the dip coating process. Reproduced with permission[146], Copyright © 2024 American Chemical Society; (B) Flake-size distribution of as-synthesized (L-Ti3C2) and probe sonicated (S-Ti3C2) MXene dispersions. First coating step (fiber coating) requires using S-Ti3C2 MXene flakes, which enables MXene penetration into the fiber level. Second coating step (yarn coating) uses L-Ti3C2 MXene flakes to cover the yarn surface to provide high conductivity. Reproduced with permission[121], Copyright © 2019 John Wiley and Sons; (C) XPS N1s core level spectra of pristine nylon fibers and MXene-coated nylon fibers. Reproduced with permission[136], Copyright © 2020 Elsevier; (D) Schematic illustration of electrospinning procedure for MPC textiles synthesis. Reproduced with permission[147], Copyright © 2022 Springer Nature; (E) MXene/PVDF-HFP 2.5 wt% concentration SEM images. MXene/PVDF-HFP 3.5 wt% concentration film SEM image with droplets. Reproduced with permission[148], Copyright © 2024 Elsevier; (F) four-point probe electrical conductivity measurements of MXene/nylon nanoyarns produced with different MXene concentrations and flake sizes. Reproduced with permission[149], Copyright © 2020 John Wiley and Sons; (G) Piezoelectric charges of undoped fiber and MPC fiber on M5 site in response to an adult’s (75 kg) toe pressing; (H) Signals profiles for gait monitoring. (G and H) are reprinted with permission from Ref.[147], Copyright © 2022 Springer Nature; (I) Schematic of the fabrication process for BMX yarns; (J) SEM images showing the surface and cross-section morphologies of the BMX yarn containing 97.4 wt% MXene; CV curves of a freestanding aYSC device measured at (K) different potential window at a scan rate of 10 mV·s-1 and (L) at different scan rates at 1.5 V. (I-L) are reprinted with permission from Ref.[31], Copyright © 2018 John Wiley and Sons. XPS: X-ray photoelectron spectroscopy; MPC: MXene-enabled piezoelectric composite; PVDF: polyvinylidene fluoride; HFP: hexafluoropropylene; SEM: scanning electron microscope; BMX: biscrolled MXene/carbon nanotube yarn; CV: cyclic voltammetry; aYSC: asymmetric yarn supercapacitor; PMN: lead magnesium niobate; PT: lead titanate; CNT: carbon nanotube.
MXene has a negative charge in aqueous solutions due to the abundance of oxygen-containing functional groups on its surface, such as -O and -OH. Tight adherence is thus made possible by MXene’s easy formation of high electrostatic attraction and hydrogen bonding interactions with positively charged substrates or those rich in polar functional groups (e.g., -OH, -COOH, -NH2). For example, MXene creates a three-dimensional electrical network by penetrating into the interstitial spaces within yarns [Figure 12B] and uniformly coating the surface of individual fibers on both synthetic and natural fibers, such as nylon and cotton[121]. Additionally, as seen in Figure 12C, X-ray photoelectron spectroscopy (XPS) investigation suggests that -OH groups on the MXene surface may establish Ti-N covalent connections with amide groups in nylon fibers, greatly increasing interfacial bonding strength and durability[136]. On hydrophobic substrates with low surface energy and few active sites, like polyester or silver-plated nylon, MXene, however, shows poor adherence. Therefore, in order to improve interface compatibility with MXene, surface modification is usually necessary. (1) Polymeric binders like PEDOT:PSS, which function as “bridges” to simultaneously adhere MXene and the substrate, improve coating uniformity and bond strength; (2) Chemical coupling, such as modification with silane coupling agents to graft active groups onto the substrate surface, enabling electrostatic bonding with negatively charged MXene; and (3) Physical activation, such as oxygen plasma treatment, which introduces oxygen-containing polar groups onto the substrate surface to improve hydrophilicity.
Process compatibility and functional design flexibility are two clear benefits of the coating approach. Simple cyclic coating cycles can provide precise control over MXene loading. For example, Bi et al. created a high-speed continuous dip-coating method that orients MXene sheets on nylon fiber surfaces using shear forces[146]. This technique shows the coating method’s potential for high-performance fiber mass manufacturing by enabling wide-range MXene loading control with a single coating pass and obtaining linear resistivity as low as ~10 Ω·cm-1. To combine several uses, more intricate multilayer composite coating patterns have been created. In order to create multifunctional hybrid aerogel fibers with effective electromagnetic shielding, compressible resilience, and adjustable shielding mechanisms, Jia et al. progressively constructed PEDOT:PSS and MXene “dual coatings” on an ANF scaffold[150]. Moreover, multifunctional integration like photothermal response and superhydrophobicity is made possible by the sequential deposition of adhesive, conductive, and functional layers on fibers with irregular cross-sections, indicating the coating method’s great potential for building application-specific smart fiber systems[59].
Despite these benefits, the resulting conductive layers’ abrasion resistance and long-term service stability are still difficult to achieve, especially in situations where coatings may peel or break due to frequent bending, stretching, or washing. Optimizing coating procedures and implementing suitable encapsulating protection can result in significantly increased durability.
Electrospinning
Using high-voltage electric fields, electrospinning is a flexible method for creating continuous polymer fibers with sizes ranging from nanometers to micrometers. MXene/polymer composite nanofiber membranes or yarns can be made in a single step by dispersing MXene nanosheets in polymer solutions such polyvinyl alcohol (PVA), poly (ethylene oxide), polyacrylonitrile (PAN), or chitosan. MXene layers are usually encased or embedded in ultrafine fibers during this process, creating three-dimensional fiber networks with high specific surface area. Ion adsorption and surface Faraday reactions are made easier by this shape, suggesting possible uses in flexible electrodes and sensing. Figure 12D[151] shows a schematic of the procedure. However, traditional electrospinning confronts two key obstacles when manufacturing fibers with high MXene content. On one hand, MXene’s high conductivity causes rapid charge dissipation in the spinning jet, leading to process instability or even short circuits. However, MXene has a tendency to aggregate in the polymer matrix, especially at high concentrations, which makes uniform dispersion challenging. This limits electrochemical accessibility and overall conductivity by producing non-uniform fiber shape and bead-like features [Figure 12E][148].
Researchers have created a number of cutting-edge methods to get around these restrictions. By substituting a solidification bath for the traditional collector, Levitt et al.’s “one-step bath electrospinning” technique[149] stabilizes the jet process of highly conductive spinning solutions [Figure 12F]. Creating core-shell structures is another tactic. In order to reduce reliance on intrinsic fiber conductivity while retaining flexibility, Shao
The double-winding approach
The double-winding method utilizes pre-fabricated stretchable CNT films as a scaffold and conductive pathway to assemble nanomaterials like MXene, which are difficult to directly spin into macroscopically continuous yarns[31,153]. Figure 12I depicts the process flow diagram, which consists of two essential steps. First, using techniques like drop casting or impregnation, MXene dispersions are evenly deposited onto stretched CNT films. Subsequently, the loaded films undergo mechanical twisting, causing them to spiral-contract and consolidate into yarns. During this process, MXene nanosheets are effectively captured and encapsulated within the helical internal voids or “corridors” formed by the CNT network[153]. Cross-sectional and longitudinal SEM photos in Figure 12J show that successful confinement of MXene layers within the yarn’s helical structure is confirmed by scanning electron microscopy examination. In order to build high-performance fiber-based electrochemical devices, this architecture creates a special open microenvironment. The CNT network offers continuous electronic conduction pathways and crucial mechanical support, and the numerous interlayer voids enable quick electrolyte permeation and effective ion transport[31].
The capacity to obtain exceptionally high active material loading (up to 95-98 wt%), which allows the electrochemical performance of the composite yarn to approach that of pure MXene materials, is the method’s greatest benefit. Research shows that the resulting MXene/CNT composite yarn has exceptional energy storing properties. For example, the double-wound yarn supercapacitor described by Wang et al. fared better in specific capacitance, energy density, and power density than the majority of modern fiber-based devices[31]. Further research by Yu et al. showed that this technique successfully combines the highly conductive network of CNTs with the pseudocapacitive characteristics of MXene to produce fiber electrodes with exceptional performance [Figure 12K and L][153]. Double-wound yarns have a wide range of potential applications in fuel cell electrodes, artificial muscles, and energy storage devices due to their distinctive structure and high loading capacity[154].
However, there are intrinsic obstacles to this technology’s further development. First, its effectiveness is largely dependent on expensive, high-quality CNT scaffold materials (such as oriented arrays or films). Additionally, the size of the prefabricated CNT bodies limits the continuous length of the final yarn, which prevents large-scale, inexpensive manufacture. Second, more thorough and methodical research and assessment is needed to determine the biocompatibility and long-term biosafety of CNT materials for wearable textile applications in direct skin contact[155]. Therefore, even though the double-winding method is indispensable for producing ultra-high nanomaterial loading and creating specialized fiber structures, its future development is still dependent on advances in low-cost CNT preparation methods, process integration and optimization, and additional clarification of biosafety issues.
A methodical comparison of MXene and graphene fibre preparation techniques
Although there are several fabrication methods for both graphene and MXene fibers, there are notable variations in each method’s scalability, cost, fiber characteristics, and applicability for a certain application. Wet spinning, coating, electrospinning, dry/dry jet spinning, and dual-winding/template-assisted chemical vapour deposition are the five most representative preparation techniques. Table 3 provides a thorough side-by-side comparison of these techniques along important practical dimensions.
Comparison of graphene and MXene fibre preparation techniques: cost, scalability, performance flexibility, and use cases
| Method | Material applicability | Key advantages | Key disadvantages | Scalability potential | Relative cost | Fiber performance adaptability | Typical application scenarios |
| Wet spinning | GO, MXene (LC-forming) | Continuous, high-speed production Excellent orientation control Mature industrial infrastructure | Requires liquid crystal behavior Post-treatment (reduction/annealing) often needed | Highest | Low-medium | Tunable from aerogel to dense | High-strength conductive fibers, energy storage yarns |
| Coating | MXene, GO (on pre-existing fibers) | Simple, low-cost Compatible with commercial textiles High loading achievable | Limited mechanical interlocking Durability under washing/bending | High | Low | Conductivity only, not structural | Smart garments, EMI shielding fabrics, Joule heaters |
| Electrospinning | GO/polymer, Mxene/polymer | High specific surface area 3D porous networks Suitable for flexible electrodes | Polymer carriers reduce conductivity Poor mechanical strengthLow throughput | Moderate | Medium | Limited to nanofiber mats | Flexible supercapacitors, piezoresistive sensors |
| Dry/Dry-jet spinning | GO (in corrosive solvents) | Solvent recovery, eco-friendly High orientation (air gap) | Requires hazardous solvents Complex process control | Moderate | High | High modulus possible | Specialty high-performance fibers (niche) |
| Double-winding/ template-assisted CVD | Mxene/CNT, graphene/CVD | Ultra-high active material loading (95-98 wt%) Unique helical morphology | Dependent on expensive CNT scaffolds Limited continuous length Biosafety concerns | Low | Very high | Electrochemically superior | Fiber-shaped supercapacitors, artificial muscles |
Smart textile applications
With their one-dimensional macroscopic morphology, high conductivity, adjustable surface chemistry, and exceptional mechanical flexibility, MXene-based conductive fibers have become a crucial material for overcoming the drawbacks of conventional flexible electronic devices in terms of lightweight, weavable, and wearable comfort. The inherent characteristics of MXene nanosheets, such as their high volumetric capacitance and metallic-like conductivity, are successfully transferred to the fiber scale by production processes like wet-spinning, coating, and electrospinning. This offers the material basis for textile processing-based integration of smart textiles. At the moment, MXene-based conductive fibers show great promise for use in a variety of industries, such as wearable energy storage, flexible sensing and health monitoring, smart thermal management, electromagnetic shielding, and signal transmission. They provide an essential basis for creating next-generation smart textiles that are multifunctional and high-performing.
Biosensing and healthcare monitoring
A crucial material basis for building flexible sensing platforms that can continuously and in real time monitor environmental and human physiological signals is provided by the integration of MXene-based conductive fibers into textiles. Physical, chemical, and biological signals are captured via its sensing method, which is based on reversible changes in conductive pathways within the fiber network in response to external stimuli (such as strain, pressure, or molecule adsorption).
MXene fibers use their high conductivity and strain sensitivity in physiological and motion signal monitoring to monitor a variety of activities, including joint movements and breathing. For example, Cheng and Wu used wet spinning to create Kevlar/MXene composite fibers that were incorporated into smart masks for high-sensitivity respiratory monitoring[143]. Seyedin et al. used MXene/PU core-sheath fibers made by coaxial wet spinning to detect large-range movements such as limb joints[143]. These fibers’ exceptional flexibility and endurance allowed for joint motion monitoring when they were woven into textile sleeves. Additionally, Zhang et al. showed exceptional flexibility in composite nanofiber membranes made by electrospinning MXene nanosheets inside a polyvinylidene fluoride (PVDF) polymer matrix[158]. Figure 13 A-C illustrates how these membranes can be put together to create devices that track different human movement positions. Microstructural design greatly improves the functional dimensions and performance metrics of MXene fiber sensors in terms of tactile and pressure sensing. For example, Pu et al. used layer-by-layer (LbL) self-assembly directly onto commercial PU monofilaments to create fibrous strain sensors[159]. In order to create a multilayer sensing structure [AgNW/waterborne polyurethane (WPU)-MXene]3, the fiber was alternatively dip-coated in AgNW/WPU dispersions and Ti3C2Tx MXene inks over the course of three cycles. Robust interfacial adhesion and uniform coating were guaranteed by the strong hydrogen bonding interactions among MXene, AgNWs, and WPU. The AgNW/WPU network’s slip-dominated deformation properties, which guarantee conductive path integrity under high strains, and the MXene layers’ crack-propagation-dominated behavior, which produces quick resistance changes, work in concert in this design. This sensor’s large operating range (0%-100%) and ultra-high strain coefficient (GF value exceeding 1.6 × 107 at 85%-100% strain) make it the perfect option for accurate motion recording[159]. Through logical microstructural engineering, carbon-based materials have also shown remarkable sensing capabilities in parallel with MXene-based strain sensors. For example, Zhou et al. described a hierarchical carbon strain sensor that, by creating a crack-propagation-controlled conductive network, simultaneously achieves great sensitivity (range factor > 800) and an ultra-wide operational range (> 300%)[160]. This work provides important insights for the ongoing optimization of fiber-based wearable electronics by illuminating how structural design concepts, similar to those used in MXene fiber sensors, can overcome the long-standing trade-off between sensitivity and stretchability. Moreover, by combining two different sensing systems into a single fabric system, Ma et al. created integrated “dual-sensing” smart textiles[60]. They utilized traditional core-sheath yarn technology for tension sensing, which involves twisting conductive rGO/CNT-coated PAN fibers around a PU core filament to create helical core-sheath yarns. Under tension, the contact resistance between the twisted conductive fibres monotonically decreases, generating a negative pressure-resistance effect. Two layers of MXene-coated conductive fabric are positioned between a three-dimensional spacer fabric filled with EcoflexTM elastomer to form the capacitive sensor that makes up the pressure-sensing component. The sensor has compressibility and quick recovery because to this three-dimensional spacer construction. Through array weaving, both sensors are seamlessly incorporated into knitted clothing that is extremely stretchy. As shown in Figure 13D-F[60], the system concurrently detects and distinguishes tensile strain (up to 90%) and pressure (up to 110 kPa) without mutual interference by independently monitoring resistive changes in the core-sheath yarn and capacitive fluctuations in the pressure sensor.
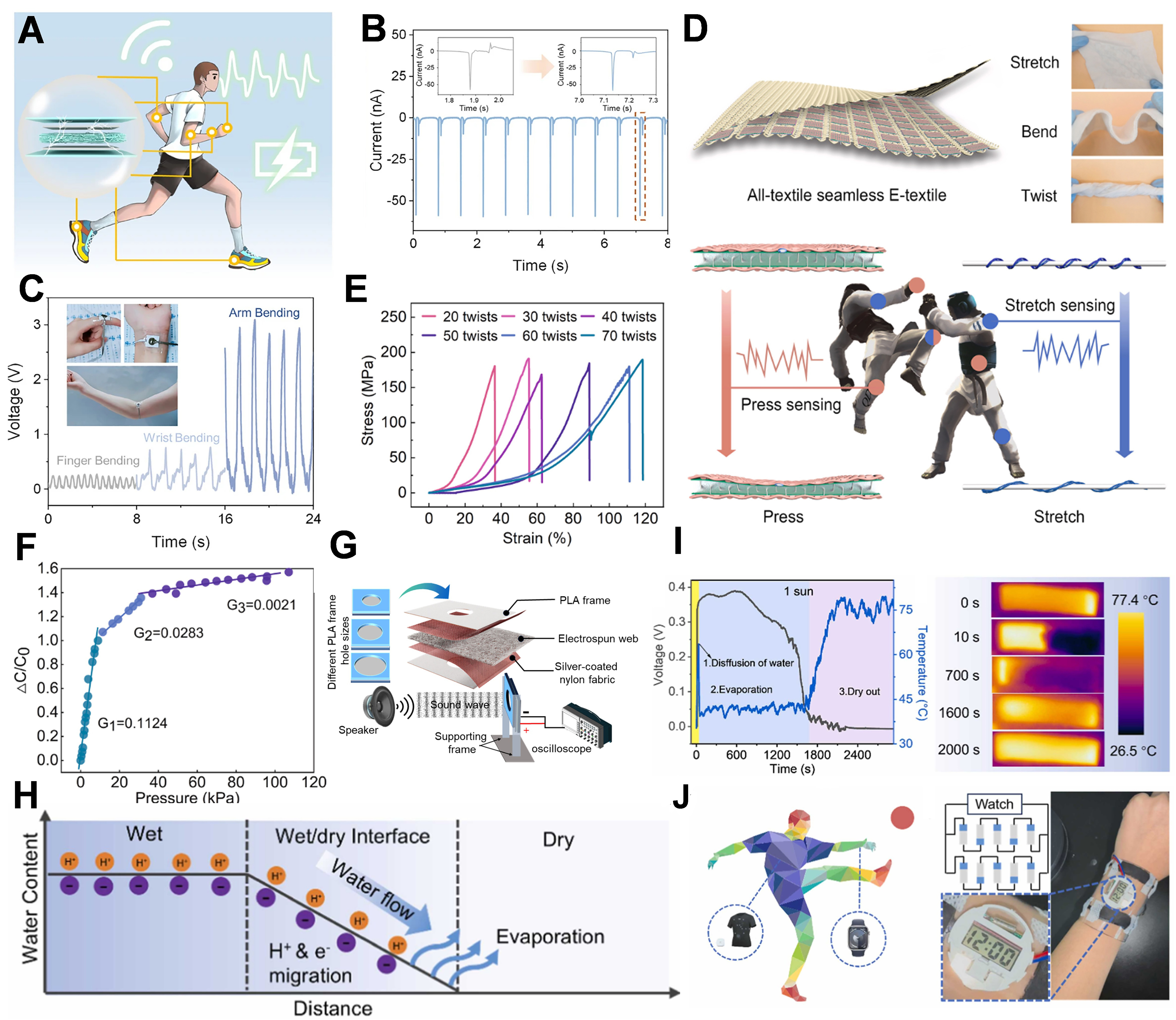
Figure 13. (A) Schematic of piezoelectric electronic devices mounted on the finger, wrist, arm and sole of feet for real-time sensing and energy harvesting; (B) Current output signals after rectification under 1.5 Hz and 64 kPa pressure. Inset: amplified diagram of current signals before and after rectification; (C) Dynamic output voltage for different hand area bends. (A-C) are reprinted with permission from Ref.[156], Copyright © 2023 Springer Nature; (D) (top) Schematic of the seamless E-textile with inset pictures of the stretching, bending, and twisting capabilities. (bottom) Schematics for dual tactile (pressure) and tension (stretch) sensing for a taekwondo suit. Pink insets represent the pressure sensing for a knee upon striking and blue insets represent the stretch sensing for the textile on the back of the taekwondo suit when the athlete stretches forward; (E) Stress-strain curves of core-sheath yarns obtained using a tensile testing machine under an elongation speed of 500 mm·min-1 with an initial length of 5 cm; (F) Relative capacitance response and sensitivity of the pressure sensor. (D-F) are reprinted with permission from Ref.[60], Copyright © 2021 Elsevier; (G) Schematic diagram of the acoustoelectric device and different frame hole sizes along with the sound test setup. Reproduced with permission[157], Copyright © 2025 American Chemical Society; (H) Schematic illustration of pseudo-streaming behavior occurred at wet/dry interface and the mechanism of current generation; (I) Real-time Voc and HEG surface temperature under 1 standard sun radiation; Infrared image of HEG under 1 standard sun radiation; (J) Schematic diagram of devices for flexible wearable electronics; Schematic diagram and picture of HEGs driven an electronic watch. (H-J) are reprinted with permission from Ref.[158], Copyright © 2025 Elsevier. HEG: Hydroelectric generator; PLA: polylactic acid.
MXene’s huge specific surface area and abundance of surface functional groups provide it sensitive resistance responses and a significant adsorption capacity for gas molecules and biomarkers in the areas of chemical and biomolecular sensing. Lee et al. created MXene/rGO hybrid fibers for ambient gas monitoring that showed excellent signal stability after 2,000 bending cycles and a far better response sensitivity to ammonia (NH3) at room temperature than single-component fiber sensors[37]. MXene sensors built on flexible natural rubber substrates provide a viable method for non-invasive breath analysis by detecting volatile organic compounds like ethanol[161]. Additionally, MXene has been investigated for use in biomedical sensing, including the integration of electrospun fibers for glucose monitoring[162]. Nevertheless, the majority of these biosensors are still in the lab’s proof-of-concept phase. Before practical implementation is possible, important issues like selectivity, long-term stability, signal drift, and biocompatibility in complicated wearable contexts must be methodically resolved.
Adaptable energy harvesting and storage
Because of their high intrinsic conductivity and abundance of electrochemical active sites, MXene-based conductive fibers emerge as an ideal material platform for building fiber-based energy storage and harvesting systems, meeting the pressing need for flexible, lightweight, and integrable power units in wearable electronics. High volumetric capacitance and metallic-like conductivity are characteristics of MXene materials, such as Ti3C2Tx[21]. Through techniques like wet spinning, these characteristics can be successfully transmitted to macroscopic fibers. For example, Zhang et al. generated pure Ti3C2Tx MXene fibers with a volumetric capacitance of about 1,265 F·cm-3 and a conductivity as high as 7,750 S·cm-1, exceeding several fibers made from other two-dimensional materials (e.g., rGO) in capacitive performance[33].
However, pure MXene fibers frequently have restricted mechanical characteristics. Researchers have created two primary approaches to attain performance balance in order to overcome this: coatings and composites. Guo et al. pioneered the preparation of MXene/CNT composite fibres via hydrospinning, employing liquid-crystalline CNTs as a scaffold to embed MXene nanosheets and prevent their re-stacking[163]. This hybrid fiber functions as a porous substrate with excellent conductivity. A core-shell structured MnO2@MXene/CNT fiber system was then created by electrochemically depositing a MnO2 shell onto the surface of the pre-fabricated MXene/CNT fibers under carefully regulated conditions (1.3 V, 20 min). In this hierarchical structure, the MnO2 shell contributes strong pseudocapacitance through quick Faradaic reactions, while the conductive MXene/CNT core layer offers effective electron transport and mechanical support. A volumetric capacitance of up to 371.1 F·cm-3 is achieved by this synergistic combination, which is a 46.6% improvement over virgin MXene/CNT fibers. After 10,000 charge-discharge cycles, symmetrical fiber-shaped supercapacitors made of these fibers maintain 86.3% of their original capacitance[163]. Coating techniques show more promise for scalability. Commercial fibers like cotton yarn can be coated with MXene dispersions to produce functional yarns with conductivities of about 440 S·cm-1. In solid-state electrolytes, fabrics made from these yarns can have surface capacitances of up to 760 mF·cm-1[121]. These yarns have been successfully incorporated into fabric supercapacitor prototypes that can power sensor systems through automated knitting platforms[136]. Moreover, quasi-solid-state magnesium-ion supercapacitors built using gel electrolytes and Mg2+-crosslinked Ti3C2Tx fibers provide information for creating new, secure wearable energy storage devices[145].
MXene fibers are used in energy harvesting to transform scattered environmental energy sources, including mechanical, light, and thermal energy, into electrical power. Mokhtari et al. created a nanogenerator by combining PVDF-trifluoroethylene (TrFE) electrospun fibers with MXene flakes, utilizing the triboelectric effect[157]. As shown in Figure 13G, this device produces an output power density of 19 mW·cm-3 by converting low-frequency acoustic vibrations (< 200 Hz) into electricity. Simultaneously, MXene’s highly effective broadband light absorption and localized surface plasmon resonance effect provide remarkable photothermal conversion capabilities, allowing coated fabrics to show antibacterial qualities and quick heating under sunshine. More significantly, MXene fibers are also very effective materials for joule heating. MXene-fiber textiles can serve as sustainable heat sources in addition to active thermal management thanks to their dual photothermal and electrothermal conversion capabilities. They can generate electricity from gathered solar energy or heat from human waste when combined with flexible thermoelectric generators, opening the door for self-powered smart textile systems. Based on cellulose nanocrystal-MXene composite cotton fabric, Yang et al. created a flexible hydroelectric generator, according to preliminary research[158]. Continuous power generation under moisture exposure is made possible by its current generating method, as seen in Figure 13H. The photothermal impact of the MXene further improves output performance under illumination [Figure 13I], showing promise for using human or environmental perspiration as a source of energy for wearable technology [Figure 13J].
Thermal management
With their very effective and adjustable electrothermal, photothermal, and infrared radiation capabilities, MXene-based fibers offer a vital material basis for creating adaptive thermal management smart textiles that can react dynamically to human and environmental demands. Joule heating, photothermal conversion, and infrared radiation regulation, which correspond to active heating, passive solar heating, and radiative thermal management modes, respectively. They are the three main components of their thermal management methods.
When it comes to Joule heating, MXene’s low transverse thermal conductivity and strong in-plane electrical conductivity allow for effective and consistent electrothermal conversion even at low applied voltages[164]. For example, MXene/PVA composite fibers made by hydrospinning and thermal stretching show great promise as wearable flexible heating materials because they provide fine steady-state temperature control within 90-130 °C by voltage modulation and accomplish rapid heating (>10 °C/s) at 3-5 V[119]. Building MXene conductive networks on traditional textile substrates is a more workable approach. For example, at safe voltages of 6-12 V, MXene put onto cotton, polyester, or silk surfaces by spraying or impregnation techniques produces notable and consistent heating effects[164,165]. Surface temperatures can reach 80-150 °C while maintaining the fabric’s elasticity, breathability, and wear comfort, as seen in Figure 14A[165,166]. These active heating materials have promising uses in outdoor sports, arctic activities, and customized precision heating.
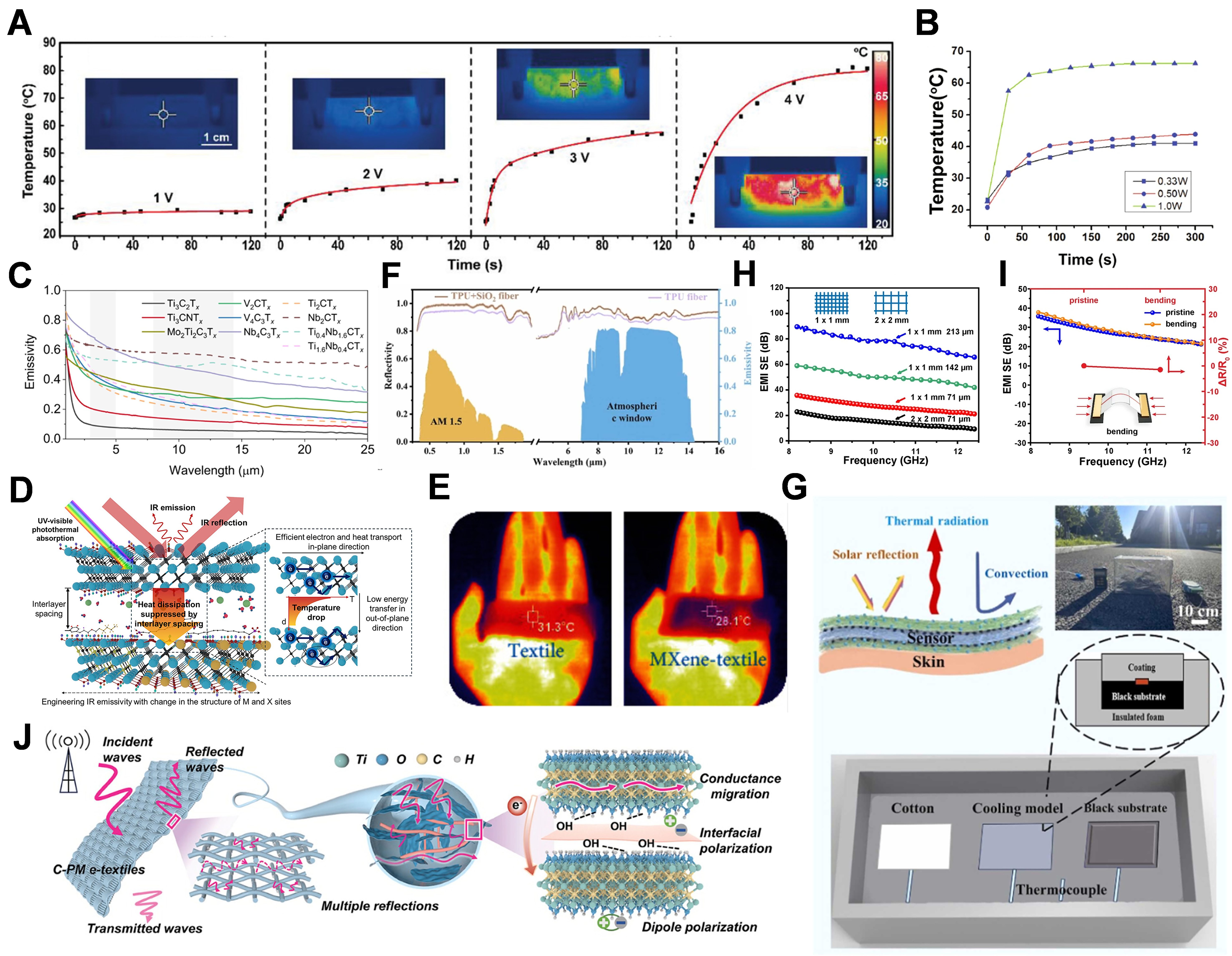
Figure 14. (A) Joule heating performances of silicone-coated M-textile. Reproduced with permission[166], Copyright © 2018 John Wiley and Sons; (B) Temperature increase profiles of the RMFs under 0.33, 0.50, and 1.0 W of NIR light. Reproduced with permission[167], Copyright © 2021 Springer Nature; (C) The room-temperature IR emissivity spectra of MXene coatings at a range of 1-25 μm. Dash lines show the comparison of solid solution MXenes. The shadows show the two atmospheric windows. Reproduced with permission[168], Copyright © 2023 Elsevier; (D) Schematic illustrating the interaction of IR light with MXenes, and heat transfer mechanisms coupled to structure parameters in MXenes. Reproduced with permission[169], Copyright © 2025 American Chemical Society; (E) IR images of skin covered by commercial textile and MXene-functionalized textile. Reproduced with permission[170], Copyright © 2022 The American Association for the Advancement of Science; (F) Thermal emissivity and sunlight reflectivity of the pristine TPU and TPU/SiO2 nanofiber mat. The yellow area denotes the spectra of solar irradiance and the blue area denotes the atmospheric window; (G) Schematic diagram illustrating the passive cooling effect and photograph showing the testing setup. (F and G) are reprinted with permission from Ref.[171], Copyright © 2023 Elsevier; (H) Plots of EMI SE vs. different mesh grids and thicknesses of the 17-1.1-50 M textile; (I) Changes in resistance and EMI shielding performance after 5,000 cycles of bending; (J) Schematic for EMI shielding mechanism of C-PM e-textiles. (H-J) are reprinted with permission from Ref.[114], Copyright © 2022 Springer Nature. RMFs: MXene nanobelt fibers; NIR: near-infrared; IR: infrared; TPU: thermoplastic polyurethane; EMI: electromagnetic interference; SE: shielding effectiveness; C-PM: crosslinked PVA/MXene; UV: ultraviolet; AM: air mass.
MXene (specifically Ti3C2Tx) shows broad-spectrum high absorption throughout the solar spectrum in photothermal conversion, notably in the near-infrared region. The effectiveness of photothermal conversion is further improved by its surface plasmon resonance effect. When exposed to simulated sunlight, MXene-coated fabrics can quickly heat up to nearly 50 °C. This characteristic gives textiles important photothermal antibacterial qualities in addition to enabling passive personal heating. For example, after 20 min of simulated sunlight exposure, MXene-loaded cotton garments showed over 95% suppression of Escherichia coli[167] (Figure 14B shows the temperature rise trend under near-infrared light). Zuo et al. developed a multi-mode thermal management fiber system that can store and release thermal energy by further integrating MXene conductive/photothermal networks with phase-change materials (such as polyethylene glycol, PEG) to improve thermal management intelligence[172]. This technology allows for better prolonged thermal comfort management by buffering microclimate temperature changes in the human body through material phase transitions during external temperature variations.
In terms of controlling infrared radiation, MXene type (e.g., Ti3C2Tx vs. Nb2CTx), stoichiometry, and microstructure can be changed to actively design MXene’s emissivity in the mid-infrared atmospheric window band [Figure 14C and D][169]. The emissivity of MXene can be adjusted between around 0.06 and 0.59[168]. Low emissivity fabrics (such as Ti3C2Tx coatings as low as 0.06) efficiently reduce the loss of human thermal radiation, improving warmth in cold climates and facilitating infrared stealth [Figure 14E]. On the other hand, higher emissivity MXene fabrics facilitate the dissipation of human thermal radiation, which makes them appropriate for radiative cooling under hot conditions [Figure 14F and G][170,171].
Even though MXene-based fibers have several benefits for adaptive heat management, much of the present research is still in the lab. Three main issues need to be systematically resolved for practical application: the material’s resilience to repeated use and washing, its technical viability for large-scale integration with current textile manufacturing processes, and the upcoming difficulty of combining sensing and feedback control to create adaptive closed-loop systems. To further enhance their practical application, future research must seek synergistic innovation at the material, structural, and system levels.
EMI shielding and intelligent interactions
Smart textiles are facing more serious EMI problems due to the high integration of electronic devices and the extensive use of wireless communication technologies. Concurrently, maintaining consistent communication between their internal functional modules has emerged as a crucial obstacle. Because of their high conductivity, light weight, flexibility, and superior processability, MXene-based conductive fibers present a viable approach for building flexible EMI shielding fabrics and highly dependable interconnect circuits.
The main causes of MXene’s effective EMI shielding are multiple internal reflections, absorption losses brought on by its multilayer flake structure, and electromagnetic wave reflection brought on by its high conductivity. In addition to maintaining MXene’s inherent qualities, turning it into one-dimensional fiber shapes gives the material exceptional textile processing versatility. For example, Liu et al. created RC@MXene/GO core-shell fibers by coaxial wet spinning, where the robust MXene/GO shell greatly increased the mechanical robustness of the fiber[114]. Mesh density can be used to effectively change the shielding efficiency (SE) of such fibers when they are woven into mesh structures. The SE value rises from roughly 8.4-19.0 to 26.5-32.9 dB when the mesh pitch is reduced from 3 to 1 mm. SE levels greater than
MXene-functionalized fibers operate as extremely dependable, flexible, elastic conductors that link functional modules including sensing, power supply, and display in smart textile system integration [Figure 14I]. Researchers created fibers with specific features to guarantee stable conductivity under extreme deformation. For example, MXene/AgNWs conductive layers were coated onto electrospun TPU nanofiber membranes by Zhang et al., who then precisely twisted the membranes into helical yarns[174]. By utilizing interlayer interlocking effects between the conductive network and elastic nanofiber network, this structure allows the yarn to sustain high conductivity (1.12 × 105 S·m-1) even at 300% tensile strain. Additionally, multifunctional smart textile systems can be built to achieve synergistic operation of sensing, power supply, and shielding functions by combining MXene composite fibers (such as Kevlar/MXene fibers) with multimodal sensing and energy storage capabilities through knitting or sewing processes[143]. Figure 14J shows the shielding method for EMI.
In conclusion, because of their exceptional mechanical flexibility, customizable surface chemistry, and high conductivity, MXene-based conductive fibers have become a key component for building next-generation multifunctional smart textiles. MXene fibers have advanced beyond simple conductivity to incorporate sensing, power delivery, thermal management, and electromagnetic shielding systems through scalable fabrication techniques like hydrospinning, coating, and electrospinning in conjunction with complex structural designs like multilayers, core-shell configurations, and spirals. This illustrates how widely they can be used in smart textiles. The fibers’ electrochemical performance, sensing sensitivity, heating efficiency, and electromagnetic shielding efficacy have all been significantly improved, clearly exhibiting their useful potential in wearable electronics. However, a number of crucial issues must be methodically resolved in order to move from laboratory prototypes to scalable, commercial products: long-term stability under challenging usage conditions (such as oxidation resistance and wash durability), process consistency and controllability in large-scale continuous production, performance optimization during multifunctional integration, and compatibility with current textile manufacturing processes. In order to further explore novel application models in cutting-edge situations like biomedical interfaces and human-machine interaction integration, future research should concentrate on integrated co-design spanning materials, structures, devices, and systems. This will propel the ongoing development of MXene-based smart textiles toward increased wearability, dependability, and usefulness.
Textile processing adaptability
Even though graphene and MXene-based fibers have made great strides in their inherent mechanical, electrical, and electrochemical qualities, their successful incorporation into commercial smart textiles ultimately depends on a feature that is less talked about but just as important: textile processing adaptability. This includes the fiber’s ability to maintain its functional qualities while withstanding mechanical, thermal, and chemical stressors that are encountered during standard textile manufacturing processes, including knitting, weaving, braiding, washing, and finishing. We suggest a multifaceted assessment framework built on four pillars: (i) spinnability and weavability; (ii) flexibility and bendability; (iii) mechanical robustness under cyclic deformation; and (iv) post-treatment compatibility, in order to close the gap between laboratory-scale fiber innovation and industrial-scale textile manufacturing. With a focus on the existing state and upcoming difficulties for graphene and MXene fibers, Table 4 provides a summary of this approach by mapping evaluation metrics to relevant empirical situations from the literature review.
Framework for evaluating the appropriateness of graphene and MXene fibers for textile production
| Assessment dimension | Key evaluation metrics | GF status | MXene fiber status | Ref. |
| Spinnability and weavability | Continuous fiber length Diameter uniformity Knot efficiency Compatibility with industrial looms/knitting machines | Continuous spinning up to 75 m·h-1 (100-hole spinneret) Demonstrated weaving into fabric prototypes High-speed spinning of composites: 4,500 m·h-1 | Continuous MXene/PU fibers of ~100 m length Industrial-scale knitting of MXene-coated cotton yarns 3D-knitted energy storage textiles demonstrated | [42,53,78,121-136,143] |
| Flexibility and bendability | Minimum bending radius Bending cycle stability (ΔR/R0) Drapability and hand feel | Graphene/LCE composite fibers show stable actuation after repeated bending GF fabrics retain flexibility after thermal reduction | MXene-coated fabrics withstand > 1,000 bending cycles with < 5% resistance change MXene/silk fibers exhibit excellent drapability | [53,104,120,130] |
| Mechanical robustness under cyclic deformation | Tensile fatigue life Abrasion resistance Washability | GO/carbon fiber electrodes retain 99.58% capacitance after 15,000 cycles under 30 kPa load Limited systematic washability data for pure GFs | MXene/CNT yarn supercapacitors retain 86.3% capacitance after 10,000 cycles MXene-coated textiles show ~90% EMI SE retention after 2 years storage, but wash durability remains a key challenge | [93,163,173] |
| Post-processing compatibility | Dyeability Lamination/adhesion to polymeric coatings Compatibility with chemical finishing (e.g., waterproofing, flame retardancy) | GFs can be integrated with cotton/polyester blends via conventional weaving Surface functionalization for enhanced adhesion reported, but systematic studies lacking | MXene surfaces enable covalent grafting (e.g., Ti–N bonds with nylon) for durable coatings Multilayer coating strategies demonstrated for multifunctional finishes | [59,77,130,136] |
GRAPHENE AND MXENE HYBRID FIBERS
Even though conductive fibers based on graphene and MXene exhibit notable benefits like high conductivity, exceptional mechanical flexibility, and integrability in flexible electronics and smart textiles, offering an essential material foundation for building multifunctional wearable systems, they still face a number of significant obstacles in moving from lab research to large-scale, real-world applications. Ensuring long-term environmental stability, creating scalable and consistent fabrication methods, balancing and improving material properties, and guaranteeing system-level integration compatibility are the main issues. Notably, recent research shows that it is feasible to balance the mechanical characteristics and electrical conductivity of fibers while also giving them exceptional electrochemical energy storage capabilities, extreme environmental adaptability, and multifunctional responsiveness through sensible composite and hybridization strategies. These composite fibers offer a practical material basis for next-generation high-performance, multi-integrated smart textile systems, greatly extending the application boundaries of smart textiles while preserving flexibility and wearability.
Crucial techniques
The key to building graphene and MXene-based composite fibers is to use multi-component and multi-scale synergistic design to overcome the limitations of individual materials, such as mechanical strength, electrical conductivity, and environmental stability, in order to achieve performance optimization and integration. Interfacial engineering and careful structural design are the main tactics used nowadays.
To accomplish performance integration and long-term protection, one important strategy is to create core-shell structures, in which a high-strength, tough, or functional polymer or nanofiber shell encloses a highly conductive MXene or GF core. For instance, Ye et al. created MXene@GO core-shell fibers; Figure 15A depicts a schematic of coaxial wet spinning[175]. Highly orientated interior MXene layers were created by the spatial confinement effect of the GO shell during spinning (cross-sectional SEM in Figure 15B), which simultaneously improved conductivity and structural order. In order to create composite fibers with MXene/CNFs as the core and ANFs as the sheath, He et al. used coaxial hydrospinning. Because of its dense structure, the ANF shell in this structure not only offers a superior mechanical framework but also efficiently separates water and oxygen, greatly delaying the oxidation of the inside MXene and increasing the fiber’s longevity[122]. Similarly, designs that use thin layers of GO, PU, or RC as the shell layer have also been frequently used[114,157].
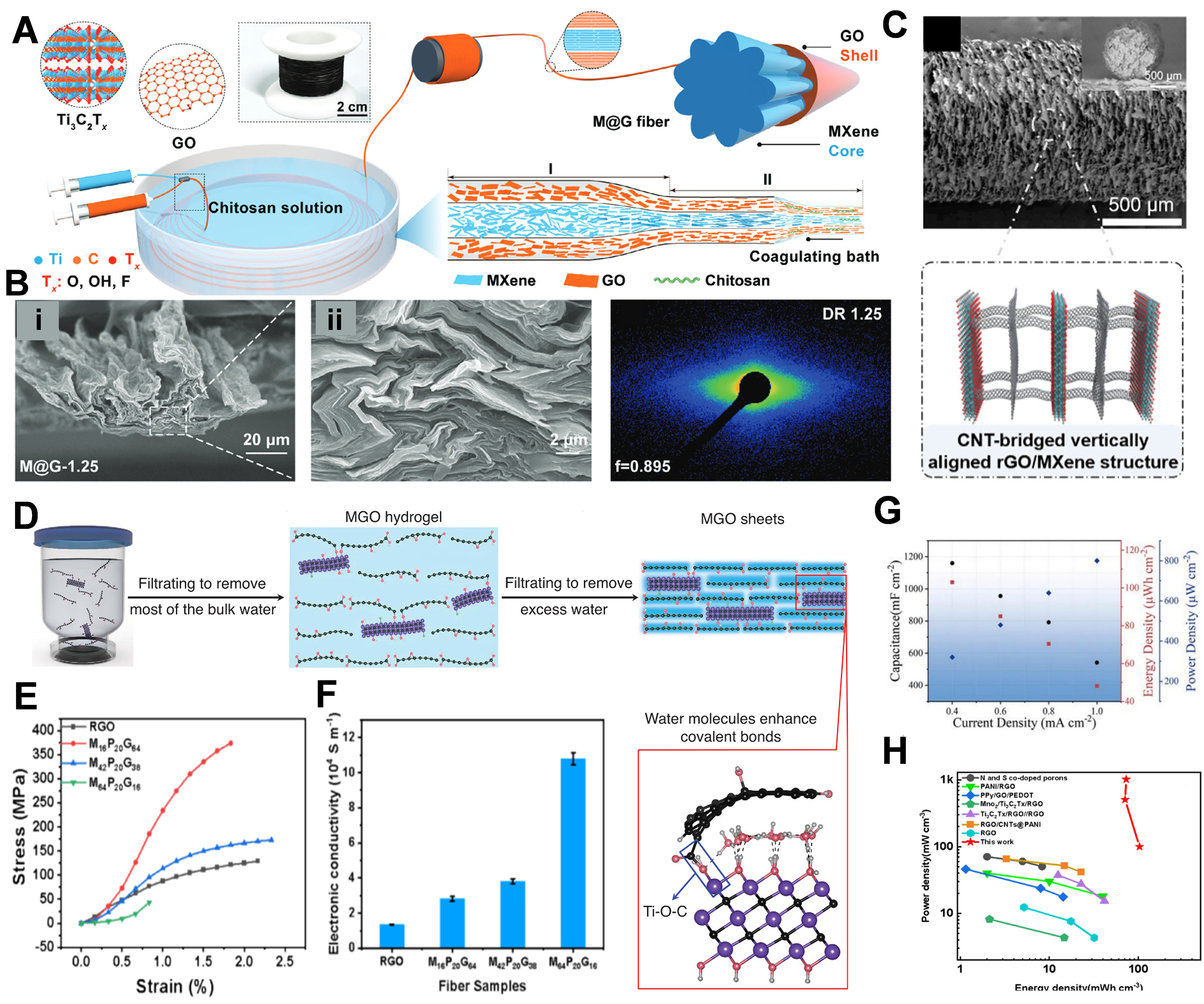
Figure 15. (A) Schematic illustration of the fabrication of M@G fibers via coaxial wet-spinning and subsequent coagulation; (B) Cross-sectional SEM images and 2D SAXS images of
Platelets’ size synergy and orderly assembly are essential for microstructural regulation. The “large-small platelet blending” technique efficiently optimizes the structure of GFs: small-sized GO sheets fill pores and defects, increasing fiber density and the conductive network’s connectivity, while large-sized GO sheets function as a continuous framework, guaranteeing high orientation and mechanical integrity[15]. The propensity of their dispersion to form nematic liquid crystals is advantageous for MXene fibers. Highly oriented sheet alignment along the fiber axis can be accomplished during hydrospinning by use of shear forces and spatial confinement[114]. Controlling the direction of sheet alignment precisely is another area of innovation. For instance, Guan et al. developed a fluid-driven hydrospinning strategy for the continuous fabrication of vertically aligned rGO/MXene fibres bridged by carbon nanotubes (CNT-VA-GMF)[176]. The expansion spinning orifice’s phase transition is accurately controlled, which is the main novelty. Tensile stresses caused by sudden channel widening within the expansion zone cause GO/MXene nanosheets to rotate from a horizontal to a vertical orientation with respect to the fiber axis. Crucially, Fe3+ crosslinking optimises dispersion viscosity, transforming downstream flow from laminar (parabolic velocity distribution, high shear) to plug flow (uniform velocity distribution, minimal shear). This push-flow process successfully preserves the newly formed vertical structure by eliminating destructive shear forces [Figure 15C] - a challenge that previously hindered the continuous production of vertically aligned two-dimensional material fibres. Moreover, CNTs are used as an interlayer bridging material to create three-dimensional electronic transport channels by piercing layers of vertically aligned nanosheets. With this design, effective axial charge transport is made possible by overcoming the inherent out-of-plane conductivity limitations of two-dimensional materials. With a specific capacitance of 740 F·g-1, the resultant CNT-VA-GMF material maintains 98% capacitance retention after 30,000 cycles. With an energy density of 224 Wh·kg-1, the assembled flexible supercapacitor sets a new standard for high-rate energy storage in fiber electrodes and anisotropic functional design[176].
To overcome their weak out-of-plane bonding, nanosheets must improve their interlayer contacts, which are mostly accomplished by chemical crosslinking and interfacial reinforcement techniques. On the one hand, ionic bonding with oxygen-containing functional groups on MXene or GO surfaces is made possible by adding multivalent metal ions (e.g., Ca2+, Mg2+) to the spinning solution. These ions operate as “bridging” crosslinks that greatly increase interlayer bonding strength and fiber density[145,179]. For instance, in order to achieve high tensile strength, Du et al. used Ca2+ during the manufacturing of MXene/RGO fibers, where the crosslinking effect was essential[38]. However, stronger covalent bonds, hydrogen bonds, or electrostatic interactions can be introduced by surface modification or blending with functional molecules such as chitosan, conductive polymers like PEDOT:PSS, or PDA biomimetic coatings. This improves interfacial adhesion and creates stronger conductive networks[70]. Additionally, research into basic assembly methods offers vital information for the production of fiber. For example, as shown in Figure 15D, Yang et al. found that constrained water molecules create ordered hydrogen-bond networks between two-dimensional nanosheets, causing and sustaining parallel sheet alignment[36]. This idea provides useful information for minimizing internal flaws and improving the drying and solidification of gel fibers during wet spinning.
In conclusion, graphene/MXene composite fibers may successfully combine the benefits of each component thanks to synergistic techniques including core-shell encapsulation, ordered assembly with size matching, and chemical/interface engineering. This creates a solid material foundation for the creation of next-generation weavable, long-lasting smart textiles by achieving a harmonious balance of high conductivity, high strength and toughness, and outstanding environmental stability.
Benefits of performance
A crucial strategy for overcoming the drawbacks of single materials, accomplishing multifunctional integration, and improving the overall performance of macroscopic fibers is hybridizing graphene with MXene composites or other materials (such as polymers, CNTs, etc.). Through interfacial cooperation and structural design, this approach not only makes up for the weaknesses of individual components but also creates synergistic effects that result in improved mechanical, electrical, and functional qualities where the whole is greater than the sum of its parts.
Weak interlayer Van der Waals contacts and defects/voids created during construction limit the mechanical characteristics of pure graphene or MXene fibers. Stress transmission channels are efficiently constructed and interfacial bonding is improved by the use of polymer matrices (such as PU, ANFs) or one-dimensional nanomaterials (such as CNTs). While CNTs or surface-functionalized components (such as those treated with polydopamine) might create interlayer “bridges” to increase load transfer efficiency, polymers improve fiber flexibility and elongation at break through toughening mechanisms[180]. For instance, fiber mechanical strength is greatly increased while keeping excellent conductivity when MXene functionalized with polydopamine and mixed with GO to generate nitrogen-doped carbon bridges following carbonization. At 42 weight percent MXene content, vertically oriented MXene/PEDOT/graphene (MGP) composite fibers created by Guan et al. shown synergistic optimization of mechanical and electrical properties with a tensile strength of 173 MPa and electrical conductivity of 400 S·cm-1 [Figure 15E and F][176].
In terms of electrical and electrochemical performance, more effective electronic conduction networks can be built by combining the high carrier mobility of graphene with the metallic-like conductivity of MXene. By reducing contact resistance and creating channels for ion diffusion, the introduction of CNTs creates three-dimensional interconnected conductive structures between layers, greatly enhancing the rate performance of fiber electrodes. Conductivity is improved by orders of magnitude when carrier concentration is further increased by chemical doping (e.g., K, Br2)[181-183]. Graphene/MXene composite fibers show great cycling stability and high volumetric capacitance as electrode materials. For example, Li et al. built Ti3CNTx//rGO asymmetric supercapacitors with very low self-discharge rates and an energy density of
Shen et al. used a wet spinning technique to successfully create vertically aligned MXene/PEDOT:PSS/rGO composite fibers while carefully regulating the spinning slurry’s rheological characteristics. MxPGy was the designation given to these fibers, where x and y stand for the mass percentages of MXene and GO, respectively. An ideal compromise between mechanical strength and electrical conductivity was found when the MXene content reached 42% (mass fraction) (M42PG38) when the PEDOT:PSS content was fixed at 20% (mass fraction) and the MXene-to-GO mass ratio was systematically adjusted. The spinning slurry showed near-Newtonian fluid behavior at this composition. Rapid ion transport was made possible by the nanosheets being reoriented perpendicular to the fiber axis by strong stretching at the nozzle exit. This resulted in a vertically aligned structure with ordered interlayer spacing (~40 nm). Two M42PG38 fibers were arranged in parallel on a polyethylene terephthalate (PET) substrate, coated with a PVA/LiCl gel electrolyte, and set up as a symmetrical dual-electrode system for the supercapacitor assembly. The device functions steadily within a broad potential window of 2 V, which is twice the breadth reported for the majority of fiber-based supercapacitors. It reaches a volumetric capacitance of 150 F·cm-3 at a current density of 0.1 A·cm-3. Thus, it provides a very high volumetric energy density of 100 mWh·cm-3 at a power density of 100 mW·cm-3, as illustrated in Figure 15H. Furthermore, the device maintained exceptional low-temperature performance at -40 °C with an energy density of 16 mWh·cm-3 by grafting nanoscale AgI solid electrolyte onto the fiber surface using 60Coγ-ray irradiation. This work validates the viability of MXene/graphene composite fibers as wearable energy storage devices in harsh environments by offering a paradigm for balancing mechanical and electrochemical properties[177].
Moreover, composite and hybrid approaches turn fibers from passive conductive materials into multipurpose smart response platforms with features like electromagnetic shielding, energy conversion and management, and environmental monitoring. For example, the construction of highly sensitive humidity sensors is made possible by combining the high conductivity of MXene with the humidity sensitivity of graphene; the development of low-voltage-driven or light-responsive wearable heating fabrics is made easier by utilizing their superior electrothermal and photothermal effects. Wang et al.’s MXene/cellulose composite microfibers with graphene aerogel interpenetrating network[185] simultaneously achieve thermal insulation, hydrophobicity, and broadband microwave absorption (effective absorption bandwidth up to 10.4 GHz), suggesting potential uses in multifunctional textiles. Fiber supercapacitors can demonstrate exceptional low-temperature performance in severe situations by using composite solid-state electrolytes (such as AgI), which maintains effective energy output at -40 °C and expands their application prospects in wearable devices for harsh environments[177].
Future efforts should concentrate on precisely controlling multi-component interface structures, ensuring structural consistency during large-scale fabrication, and balancing high conductivity with superior mechanical properties, even though composite and hybrid strategies greatly improve the overall performance and functional integration of fibers. Graphene/MXene composite fibers have the potential to advance the next generation of smart textiles toward high performance, multifunctionality, and significant environmental adaptability through interdisciplinary material design and engineering methodologies.
Crucial technologies for fabrication
High-performance graphene/MXene hybrid fibers are built using a cross-scale structural design approach that synchronizes synergistic interactions at the macroscopic level as well as at the molecular level. In order to overcome the inherent trade-offs between mechanical strength, electrical conductivity, and electrochemical activity, effective hybridization requires precise management of interfacial chemistry, nanoscale design, and microstructure. The multiscale design principles and interfacial synergistic processes controlling the performance of graphene/MXene composite fibers are methodically broken down in this section.
Interfacial bonding and charge/stress transfer mechanisms
The essential area for charge carrier exchange and mechanical stress is the interface between graphene (or GO) and MXene. Depending on the type of interfacial bonding, synergistic mechanisms can be identified. The lowest interfacial temperature resistance and the strongest stress transfer capabilities are provided by covalent bonding. For example, conjugated covalent bridging structures are created at the margins of GO by the amidation reaction between amine-functionalized polymers and carboxyl groups, which simultaneously improves electrical conductivity and tensile strength[63]. Similarly, carbonization-treated polydopamine-coated MXene/GO composites produce nitrogen-doped carbon bridge structures that significantly improve material mechanical integrity and rate performance[177]. Multivalent cations (Ca2+, Mg2+, NH4+) are used in ionic crosslinking as “ionic bridges” between surface negative functional groups (-COO-, -O-) on GO or MXene. This technique adds reversible sacrificial bonds to increase toughness in addition to densifying fibers by removing interlayer vacancies[38,145,178]. In hydrated GO/MXene complexes, hydrogen bonding is common. Constrained water molecules create ordered hydrogen-bond networks between neighboring nanosheets, preserving parallel orientation throughout gelation and drying, according to Yang et al.[36]. This important discovery helps to reduce internal flaws. π-π interactions take center stage when conjugated polymers (like PEDOT:PSS) or CNTs are added. The otherwise limited out-of-plane charge transfer in vertically aligned two-dimensional sheets is enhanced by these interactions, which create continuous electronic channels at heterogeneous interfaces[176,177].
Nanoscale organization: pore volume, stacking, and orientation
The anisotropic properties of the fiber are determined at the nanoscale by the arrangement of individual nanosheets. Three basic structural patterns have been identified: in-plane conductivity and modulus are maximized by parallel alignment along the fiber axis. Shear-induced orientation during wet spinning, which is frequently aided by liquid crystal spinning slurries, is how this structure is accomplished[15]. This design is further optimized by large-small flake hybridization, in which smaller GO flakes fill interstitial spaces to increase density and decrease electron scattering, while bigger flakes form a continuous directed framework[15,50]. Aligned transversely to the fiber axis, perpendicular orientation creates open nanoconductive routes that facilitate quick ion transport, which is essential for high-rate electrochemical energy storage. Guan et al. showed that plug flow preserves this metastable structure by removing destructive shear pressures, but expansive flow in microchannels creates tensile stress and flips nanosheets into vertical alignment[176]. Three-dimensional electrical pathways are created by overcoming the interlayer conductivity restrictions of two-dimensional materials by inserting CNTs as bridges between layers [Figure 15C]. Functional spatial separation is achieved by heterogeneous layered and core-shell structures: highly conductive cores (like MXene/CNT) guarantee effective electron transport along the fiber axis, while functional or protective shells (like GO, ANF, and PU) offer environmental barriers, mechanical reinforcement, or extra pseudocapacitive effects[122,175]. Enhanced SAXS orientation factors[175] confirm that the shell layer’s spatial confinement effect also encourages core ordering during coaxial spinning.
Microscale morphology: dimensional properties, surface texture, and porosity
Surface engineering and hierarchical pore design are two further ways to modify fiber characteristics at the microscale level. As ionic conduits, ordered nanopores (usually 10-50 nm in size) created between vertically aligned layers improve rate capability and lower diffusion resistance[176-178]. By modifying the solidification kinetics and the rheological characteristics of the spinning slurry, such microporous structures can be created, according to small-angle X-ray scattering study[176]. Roughened or pleated surfaces improve interfacial adhesion with gel electrolytes and expand the effective area for electrochemical processes. Rapid solidification or post-processing enlargement are frequently used to produce this effect[53]. One-dimensional/two-dimensional heterostructure networks are created by weaving CNTs or conductive polymers across MXene/graphene layers. This creates continuous conductive frameworks that drastically lower interlayer contact resistance. Conductivities surpassing 105 S·m-1 have been successfully attained using this method while preserving mechanical flexibility[178,177].
Integration of design concepts at different scales: from the molecular to the macroscopic
When these concepts are merged hierarchically across various scales, hybrid fiber engineering’s full potential becomes apparent. Hybrid fibers are able to overcome the performance constraints of separate components thanks to this cross-scale synergistic design. For example, CNT-VA-GMF[176] combine: (i) π-π interactions between CNTs and nanosheets at the molecular scale; (ii) ionic transport via nanoscale vertical channels; (iii) electrolyte permeation via microscale porous structures; and (iv) the macroscale weavability needed for textile supercapacitors. Function-driven multiscale design is also demonstrated by M42PG38 fibers[177], which fuse: (i) ionic crosslinking between PEDOT:PSS and GO/MXene; (ii) stretch-induced vertical orientation; (iii) nanoscale interlayer voids; and (iv) surface-grafted nano-AgI for low-temperature operation.
In conclusion, this area has progressed from empirical blending to multi-level structural engineering that is rationalized. In order to understand intricate structure-property connections across scales, future efforts will involve utilizing computational modeling and in situ characterization techniques for predictive design of interfacial chemistry and hierarchical structures.
CONCLUSIONS AND OUTLOOK
The structure-property correlations, preparation techniques, and new uses in wearable electronics and smart textiles are the main topics of this paper, which methodically summarizes current developments in soft conductive fibers based on graphene and MXene. The key to effectively converting these two-dimensional nanosheets into high-performance macroscopic fibers is to achieve synergistic, cross-scale structural integration that combines interfacial chemistry, nanoscale orientation, microscale porosity, and macroscale textile compatibility rather than through isolated optimization of individual properties. According to a comparative analysis, MXene fibers have exceptional electrochemical activity and flexibility, but they have limited mechanical strength and oxidative instability. In contrast, GFs have exceptional strength and conductivity, but they have difficulties with flexibility and textile processability. These trade-offs have been effectively addressed using hybrid techniques such interfacial bridging, vertical orientation, and core-shell encapsulation, resulting in fiber materials that balance mechanical, electrical, and electrochemical capabilities. Going forward, coordinated efforts in intrinsic stability engineering, scalable continuous manufacturing, and application-oriented standardization are needed to close the ongoing gap between the inherent perfection of two-dimensional nanosheets and their macroscopic performance in smart textiles. A new generation of really wearable, long-lasting, and multipurpose smart textiles will eventually emerge as a result of this convergence.
DECLARATIONS
Authors’ contributions
Literature review, the outline of the manuscript structure, and writing of manuscript draft: Zheng, C.; Miao, J.
Participated in the discussion of the review content: Zheng, C.; Jiang, P.; Rui, C.; Zhang, X.
Supervision, writing - review and editing, project administration: Qu, L.; Fan, T.; Miao, J.
All authors have read the manuscript and approved the final version.
Availability of data and materials
Not applicable.
AI and AI-assisted tools statement
Not applicable.
Financial support and sponsorship
This work was supported by the Natural Science Foundation of China (No. 52303060), Young Talent of Lifting Engineering for Science and Technology in Shandong Province (Grant SDAST2024QTA066), Natural Science Foundation of Shandong Province (ZR2023QB046), the Opening Project of Sichuan Provincial Engineering Research Center of Functional Development and Application of High Performance Special Textile Materials (Chengdu Textile College) (TZ25801), the Opening Project of Textile Ecological Dyeing and Finishing Key Laboratory of Sichuan Province (Chengdu Textile College) (2024DF-A01).
Conflicts of interest
All authors have declared that there are no conflicts of interest.
Ethical approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Copyright
© The Author(s) 2026.
REFERENCES
1. Cai, S.; Xu, C.; Jiang, D.; et al. Air-permeable electrode for highly sensitive and noninvasive glucose monitoring enabled by graphene fiber fabrics. Nano. Energy. 2022, 93, 106904.
2. Yao, K.; Zhuang, Q.; Zhang, Q.; et al. A fully integrated breathable haptic textile. Sci. Adv. 2024, 10, eadq9575.
3. Chen, X.; He, Y.; Tian, M.; Qu, L.; Fan, T.; Miao, J. Core-sheath heterogeneous interlocked conductive fiber enables smart textile for personalized healthcare and thermal management. Small 2024, 20, e2308404.
4. Wei, W.; Tian, Y.; Shao, Z.; et al. Self‐adaptive metafabric enabling thermal rectification and radiative–phase change energy cycling for all‐weather thermal regulation. Adv. Funct. Mater. 2025, 36, e15535.
5. Cheng, A.; Li, X.; Li, D.; et al. An intelligent hybrid-fabric wristband system enabled by thermal encapsulation for ergonomic human-machine interaction. Nat. Commun. 2025, 16, 591.
6. Xiong, J.; Chen, J.; Lee, P. S. Functional fibers and fabrics for soft robotics, wearables, and human-robot interface. Adv. Mater. 2021, 33, e2002640.
7. Eom, W.; Lee, S. H.; Shin, H.; Jeong, W.; Koh, K. H.; Han, T. H. Microstructure-controlled polyacrylonitrile/graphene fibers over 1 gigapascal strength. ACS. Nano. 2021, 15, 13055-64.
8. Zhang, X.; Lei, X.; Jia, X.; et al. Carbon nanotube fibers with dynamic strength up to 14 GPa. Science 2024, 384, 1318-23.
9. Zhou, Y.; Zhang, Y.; Ruan, K.; et al. MXene-based fibers: preparation, applications, and prospects. Sci. Bull. 2024, 69, 2776-92.
10. Novoselov, K. S.; Geim, A. K.; Morozov, S. V.; et al. Electric field effect in atomically thin carbon films. Science 2004, 306, 666-9.
11. Xu, Z.; Gao, C. Graphene chiral liquid crystals and macroscopic assembled fibres. Nat. Commun. 2011, 2, 571.
12. Xu, Z.; Sun, H.; Zhao, X.; Gao, C. Ultrastrong fibers assembled from giant graphene oxide sheets. Adv. Mater. 2013, 25, 188-93.
13. Xiang, C.; Young, C. C.; Wang, X.; et al. Large flake graphene oxide fibers with unconventional 100% knot efficiency and highly aligned small flake graphene oxide fibers. Adv. Mater. 2013, 25, 4592-7.
14. Jalili, R.; Aboutalebi, S. H.; Esrafilzadeh, D.; et al. Scalable one‐step wet‐spinning of graphene fibers and yarns from liquid crystalline dispersions of graphene oxide: towards multifunctional textiles. Adv. Funct. Mater. 2013, 23, 5345-54.
15. Xin, G.; Yao, T.; Sun, H.; et al. Highly thermally conductive and mechanically strong graphene fibers. Science 2015, 349, 1083-7.
16. Xin, G.; Zhu, W.; Deng, Y.; et al. Microfluidics-enabled orientation and microstructure control of macroscopic graphene fibres. Nat. Nanotechnol. 2019, 14, 168-75.
17. Xu, Z.; Liu, Y.; Zhao, X.; et al. Ultrastiff and strong graphene fibers via full-scale synergetic defect engineering. Adv. Mater. 2016, 28, 6449-56.
18. Li, P.; Liu, Y.; Shi, S.; et al. Highly crystalline graphene fibers with superior strength and conductivities by plasticization spinning. Adv. Funct. Mater. 2020, 30, 2006584.
19. Li, P.; Wang, Z.; Cai, G.; et al. High-performance graphene-based carbon fibres prepared at room temperature via domain folding. Nat. Mater. 2026, 25, 191-8.
20. Naguib, M.; Kurtoglu, M.; Presser, V.; et al. Two-dimensional nanocrystals produced by exfoliation of Ti3AlC2. Adv. Mater. 2011, 23, 4248-53.
21. Lukatskaya, M. R.; Kota, S.; Lin, Z.; et al. Ultra-high-rate pseudocapacitive energy storage in two-dimensional transition metal carbides. Nat. Energy. 2017, 2, 17105.
22. Zhang, J.; Kong, N.; Uzun, S.; et al. Scalable manufacturing of free-standing, strong Ti3C2Tx MXene films with outstanding conductivity. Adv. Mater. 2020, 32, e2001093.
23. Liu, J.; Zhang, H. B.; Sun, R.; et al. Hydrophobic, flexible, and lightweight MXene foams for high-performance electromagnetic-interference shielding. Adv. Mater. 2017, 29, 1702367.
24. Ghidiu, M.; Lukatskaya, M. R.; Zhao, M. Q.; Gogotsi, Y.; Barsoum, M. W. Conductive two-dimensional titanium carbide ‘clay’ with high volumetric capacitance. Nature 2014, 516, 78-81.
25. Zhang, S. C.; Hou, Y.; Chen, S. M.; et al. Highly regular layered structure via dual-spatially-confined alignment of nanosheets enables high-performance nanocomposites. Adv. Mater. 2024, 36, e2405682.
26. Shin, H.; Eom, W.; Lee, K. H.; Jeong, W.; Kang, D. J.; Han, T. H. Highly electroconductive and mechanically strong Ti3C2Tx MXene fibers using a deformable MXene gel. ACS. Nano. 2021, 15, 3320-9.
27. Zhang, Y.; Ruan, K.; Zhou, K.; Gu, J. Controlled distributed Ti3C2Tx hollow microspheres on thermally conductive polyimide composite films for excellent electromagnetic interference shielding. Adv. Mater. 2023, 35, e2211642.
28. Li, Y.; Zhang, X. Electrically conductive, optically responsive, and highly orientated Ti3C2Tx MXene aerogel fibers. Adv. Funct. Mater. 2021, 32, 2107767.
29. Li, Y.; Cheng, Q. Discovery and elimination strategies of voids in two-dimensional carbon nanocomposites. Acc. Mater. Res. 2024, 5, 358-70.
30. Yang, Q.; Xu, Z.; Fang, B.; et al. MXene/graphene hybrid fibers for high performance flexible supercapacitors. J. Mater. Chem. A. 2017, 5, 22113-9.
31. Wang, Z.; Qin, S.; Seyedin, S.; et al. High-performance biscrolled MXene/carbon nanotube yarn supercapacitors. Small 2018, 14, e1802225.
32. Zhang, J.; Seyedin, S.; Qin, S.; et al. Highly conductive Ti3C2Tx MXene hybrid fibers for flexible and elastic fiber-shaped supercapacitors. Small 2019, 15, e1804732.
33. Zhang, J.; Uzun, S.; Seyedin, S.; et al. Additive-free MXene liquid crystals and fibers. ACS. Cent. Sci. 2020, 6, 254-65.
34. Zhou, T.; Cao, C.; Yuan, S.; et al. Interlocking-governed ultra-strong and highly conductive MXene fibers through fluidics-assisted thermal drawing. Adv. Mater. 2023, 35, e2305807.
35. Gu, J.; Li, D.; Ren, Y.; et al. Biomimetic strong and tough MXene fibers with synergy between micropores and dual interfaces. Nat. Commun. 2025, 16, 9645.
36. Yang, J.; Li, M.; Fang, S.; et al. Water-induced strong isotropic MXene-bridged graphene sheets for electrochemical energy storage. Science 2024, 383, 771-7.
37. Lee, S. H.; Eom, W.; Shin, H.; et al. Room-temperature, highly durable Ti3C2Tx MXene/graphene hybrid fibers for NH3 gas sensing. ACS. Appl. Mater. Interfaces. 2020, 12, 10434-42.
38. Du, J.; Li, T.; Li, J.; et al. Design of flexible MXene/graphene-based fiber fabrics for broadband electromagnetic wave absorption. Adv. Fiber. Mater. 2025, 7, 811-26.
39. Li, F.; Jin, K.; Pan, D.; et al. A kinetics‐tailored ternary Selenide@Graphene core–shell heterostructured fibers for high‐performance wearable energy storage and biosensing. Adv. Funct. Mater. 2025, 36, e27692.
40. Fan, W.; Liu, T.; Wu, F.; et al. An antisweat interference and highly sensitive temperature sensor based on poly(3,4-ethylenedioxythiophene)-poly(styrenesulfonate) fiber coated with polyurethane/graphene for real-time monitoring of body temperature. ACS. Nano. 2023, 17, 21073-82.
41. Jin, L.; Ao, Y.; Xu, T.; et al. Confined orientation PVDF/MXene nanofibers for wearable piezoelectric nanogenerators. J. Mater. Chem. A. 2025, 13, 14446-54.
42. Martinez, A. P.; Decker, L. K.; Wang, K.; Kim, J. B.; Murray, C. B.; Yang, S. High‐speed and scalable wet spinning of graphene/liquid crystalline elastomer composite filaments. Adv. Funct. Mater. 2024, 35, 2422176.
43. Qin, L.; Jiang, J.; Hou, L.; Zhang, F.; Rosen, J. MXene-based multifunctional smart fibers for wearable and portable electronics. J. Mater. Chem. A. 2022, 10, 12544-50.
44. Kim, S.; Park, Y. H.; Lee, S.; et al. Surface functionalized MXene ink-enabled washable smart e-textiles with exceptional gas sensing properties. Mater. Today. 2025, 88, 251-62.
45. Zhou, T.; Yan, J.; Cao, C.; et al. Ultrastrong MXene composite fibers through static-dynamic densification for wireless electronic textiles. Nat. Commun. 2025, 16, 10968.
46. Li, W.; Zhou, T.; Zhang, Z.; et al. Ultrastrong MXene film induced by sequential bridging with liquid metal. Science 2024, 385, 62-8.
47. Zhou, X.; Deng, Q.; Yu, W.; Liu, K.; Liu, Z. The rise of graphene photonic crystal fibers. Adv. Funct. Mater. 2022, 32, 2202282.
48. Zhou, A.; Wu, Z.; Bai, Q.; et al. MXene‐thermochromic hybrid films for interference‐free dual‐mode sensing in wearable healthcare. Adv. Funct. Mater. 2025, 36, e22165.
49. Yin, G.; Wu, J.; Ye, L.; et al. Dynamic adaptive wrinkle‐structured silk fibroin/MXene composite fibers for switchable electromagnetic interference shielding. Adv. Funct. Mater. 2024, 35, 2314425.
50. Tang, P.; Deng, Z.; Zhang, Y.; et al. Tough, strong, and conductive graphene fibers by optimizing surface chemistry of graphene oxide precursor. Adv. Funct. Mater. 2022, 32, 2112156.
51. Cai, G.; Wang, Z.; Li, P.; et al. Simultaneously enhancing plasticity and load-bearing capacity by ionic crosslink for strong and conductive wet-spun graphene fibers. Matter 2026, 9, 102517.
52. Li, P.; Wang, Z.; Qi, Y.; et al. Bidirectionally promoting assembly order for ultrastiff and highly thermally conductive graphene fibres. Nat. Commun. 2024, 15, 409.
53. Qi, Y.; Xia, Y.; Li, P.; et al. Plastic-swelling preparation of functional graphene aerogel fiber textiles. Adv. Fiber. Mater. 2023, 5, 2016-27.
54. Han, Z.; Wang, J.; Liu, S.; et al. Electrospinning of neat graphene nanofibers. Adv. Fiber. Mater. 2021, 4, 268-79.
55. Yu, Y.; Guo, J.; Zhang, H.; Wang, X.; Yang, C.; Zhao, Y. Shear-flow-induced graphene coating microfibers from microfluidic spinning. Innovation 2022, 3, 100209.
56. Zhi, Y.; Zhang, H.; Cheng, N.; et al. High-performance pressure sensors based on graphene fibers with bilateral dense structures for human motion monitoring. J. Mater. Sci. Technol. 2026, 259, 209-19.
57. Yuan, H.; Zhang, H.; Huang, K.; et al. Dual-emitter graphene glass fiber fabric for radiant heating. ACS. Nano. 2022, 16, 2577-84.
58. Jia, Y.; Fu, J.; Zhang, Z.; Yan, J.; Zhang, Y.; Cheng, Q. Strong MXene induced conductive silk fibers. Adv. Mater. 2025, 37, e2501420.
59. Xue, L.; Li, Z.; Zhao, M.; Jiang, G.; Gao, C. MXene/PPy coated non‐woven fabrics of polypropylene shaped fibers: preparation, heat dissipation and applications in viscous oil spillage monitoring and recovery. Adv. Funct. Mater. 2025, 36, e09435.
60. Ma, Y.; Ouyang, J.; Raza, T.; et al. Flexible all-textile dual tactile-tension sensors for monitoring athletic motion during taekwondo. Nano. Energy. 2021, 85, 105941.
61. Li, F.; Zhao, H.; Sun, X.; Yue, Y.; Wang, Z.; Guo, L. Super-strong graphene oxide-based fibers reinforced by a crystalline-amorphous superstructure. Matter 2022, 5, 4437-49.
62. Li, J.; Wen, Y.; Xiao, Z.; et al. Holey reduced graphene oxide scaffolded heterocyclic aramid fibers with enhanced mechanical performance. Adv. Funct. Mater. 2022, 32, 2200937.
63. Ding, L.; Xu, T.; Zhang, J.; et al. Covalently bridging graphene edges for improving mechanical and electrical properties of fibers. Nat. Commun. 2024, 15, 4880.
64. Yin, W.; Qin, M.; Yu, H.; Sun, J.; Feng, W. Hyperelastic graphene aerogels reinforced by in-suit welding polyimide nano fiber with leaf skeleton structure and adjustable thermal conductivity for morphology and temperature sensing. Adv. Fiber. Mater. 2023, 5, 1037-49.
65. Wu, M.; Geng, H.; Hu, Y.; et al. Superelastic graphene aerogel-based metamaterials. Nat. Commun. 2022, 13, 4561.
66. Cui, G.; Cheng, Y.; Liu, C.; et al. Massive growth of graphene quartz fiber as a multifunctional electrode. ACS. Nano. 2020, 14, 5938-45.
67. Xu, Z.; Liu, Z.; Sun, H.; Gao, C. Highly electrically conductive Ag-doped graphene fibers as stretchable conductors. Adv. Mater. 2013, 25, 3249-53.
68. Hou, Y.; Sheng, Z.; Fu, C.; Kong, J.; Zhang, X. Hygroscopic holey graphene aerogel fibers enable highly efficient moisture capture, heat allocation and microwave absorption. Nat. Commun. 2022, 13, 1227.
69. Cao, J.; Zhang, Y.; Men, C.; et al. Programmable writing of graphene oxide/reduced graphene oxide fibers for sensible networks with in situ welded junctions. ACS. Nano. 2014, 8, 4325-33.
70. Kim, I. H.; Yun, T.; Kim, J. E.; et al. Mussel-inspired defect engineering of graphene liquid crystalline fibers for synergistic enhancement of mechanical strength and electrical conductivity. Adv. Mater. 2018, 30, 1803267.
71. Liu, Y.; Liang, H.; Xu, Z.; et al. Superconducting continuous graphene fibers via calcium intercalation. ACS. Nano. 2017, 11, 4301-6.
73. Balandin, A. A.; Ghosh, S.; Bao, W.; et al. Superior thermal conductivity of single-layer graphene. Nano. Lett. 2008, 8, 902-7.
74. Fang, B.; Chang, D.; Xu, Z.; Gao, C. A review on graphene fibers: expectations, advances, and prospects. Adv. Mater. 2020, 32, e1902664.
75. Das, M.; Ura, D. P.; Szewczyk, P. K.; et al. Thermal energy storage performance of liquid polyethylene glycol in core–shell polycarbonate and reduced graphene oxide fibers. Adv. Compos. Hybrid. Mater. 2024, 7, 123.
76. Liu, M.; Yang, Y.; Liu, R.; et al. Carbon nanotubes/graphene‐skinned glass fiber fabric with 3D hierarchical electrically and thermally conductive network. Adv. Funct. Mater. 2024, 34, 2409379.
77. Suter, J. L.; Sinclair, R. C.; Coveney, P. V. Principles governing control of aggregation and dispersion of graphene and graphene oxide in polymer melts. Adv. Mater. 2020, 32, e2003213.
78. Shi, H.; Wang, B.; Wang, L.; et al. Large-scale preparation of thermally conductive graphene fiber filaments. Carbon 2024, 221, 118947.
79. Ma, F.; Li, L.; Chen, X.; et al. A bipartite synergistic strategy for all‐weather sodium‐ion fiber supercapacitor with excellent energy density and temperature adaptability. Adv. Funct. Mater. 2025, 35, 2506540.
80. Guo, J.; Zhang, Y.; Zhou, L.; et al. Microfluidic‐spinning‐chemistry strategy toward in‐situ generation of high‐performance nickel molybdate/porous graphene carbonene fiber‐based supercapacitors. Adv. Energy. Mater. 2025, 15, 2501418.
81. Hao, H.; Wang, Z.; Liu, T.; Tong, L.; Gao, X.; Zhang, J. Unraveling the orientation‐property relationship in graphene fibers for enhanced microwave absorption. Adv. Funct. Mater. 2025, 36, e19036.
82. Zhang, X.; Wu, D.; Zhang, J.; et al. Scalable, robust and durable graphene oxide@liquid crystal elastomer fiber actuator with three-dimensional complex photothermal actuation for soft robotics and smart textiles. Chem. Eng. J. 2025, 519, 165543.
83. Zheng, B.; Gao, W.; Liu, Y.; et al. Twist-spinning assembly of robust ultralight graphene fibers with hierarchical structure and multi-functions. Carbon 2020, 158, 157-62.
84. Park, B.; Movaghgharnezhad, S.; Lee, S. M.; et al. Graphene nanofibers by integrated manufacturing of electrospinning and laser graphitization for miniaturized energy storage devices. Adv. Sci. 2025, 12, e2414607.
85. Dong, Z.; Jiang, C.; Cheng, H.; et al. Facile fabrication of light, flexible and multifunctional graphene fibers. Adv. Mater. 2012, 24, 1856-61.
86. Wang, C.; Zhai, S.; Yuan, Z.; et al. Drying graphene hydrogel fibers for capacitive energy storage. Carbon 2020, 164, 100-10.
87. Ding, T.; Jiang, X.; Quan, J.; et al. Scalable fabrication of hierarchically porous graphene fibers via hydrothermal self-assembly and GO-assisted wet-spinning for high-performance flexible supercapacitors. Carbon 2025, 239, 120326.
88. Xiang, C.; Behabtu, N.; Liu, Y.; et al. Graphene nanoribbons as an advanced precursor for making carbon fiber. ACS. Nano. 2013, 7, 1628-37.
89. Wang, H.; Wang, C.; Jian, M.; et al. Superelastic wire-shaped supercapacitor sustaining 850% tensile strain based on carbon nanotube@graphene fiber. Nano. Res. 2018, 11, 2347-56.
90. Li, W.; Liang, F.; Sun, X.; et al. Graphene-skinned alumina fiber fabricated through metalloid-catalytic graphene CVD growth on nonmetallic substrate and its mass production. Nat. Commun. 2024, 15, 6825.
91. Zhang, Z.; Shen, L.; Xu, X.; et al. Graphene oxide/carbon fiber composite structural supercapacitor with stable electrochemical performance under surface load bearing. Adv. Compos. Hybrid. Mater. 2024, 8, 13.
92. Huang, L.; Guan, T.; Su, H.; et al. Synergistic interfacial bonding in reduced graphene oxide fiber cathodes containing polypyrrole@sulfur nanospheres for flexible energy storage. Angew. Chem. Int. Ed. Engl. 2022, 61, e202212151.
93. Shi, L.; Jin, H.; Dong, S.; et al. High-performance triboelectric nanogenerator based on electrospun PVDF-graphene nanosheet composite nanofibers for energy harvesting. Nano. Energy. 2021, 80, 105599.
94. Xiong, Y.; Luo, L.; Yang, J.; et al. Scalable spinning, winding, and knitting graphene textile TENG for energy harvesting and human motion recognition. Nano. Energy. 2023, 107, 108137.
95. Cheng, Y.; Wang, R.; Sun, J.; Gao, L. A stretchable and highly sensitive graphene-based fiber for sensing tensile strain, bending, and torsion. Adv. Mater. 2015, 27, 7365-71.
96. Chen, T.; Dai, L. Macroscopic graphene fibers directly assembled from CVD-grown fiber-shaped hollow graphene tubes. Angew. Chem. Int. Ed. Engl. 2015, 54, 14947-50.
97. Wu, X.; Liu, H.; Geng, Y.; Liu, X.; Wu, G.; Xu, J. Interface-engineered molybdenum disulfide/porous graphene microfiber for high electrochemical energy storage. Energy. Storage. Mater. 2023, 54, 30-9.
98. Liu, M.; Zhang, P.; Qu, Z.; et al. Conductive carbon nanofiber interpenetrated graphene architecture for ultra-stable sodium ion battery. Nat. Commun. 2019, 10, 3917.
99. Zhang, X.; Liu, Y.; Liu, Y.; et al. Wrinkled graphene nanoscroll-fibers as a support platform to encapsulate the CrFe-codoped cobalt nanoparticles for robust Zn–air batteries. Adv. Fiber. Mater. 2025, 7, 950-61.
100. Alghamdi, M. S.; Morgan, J. J.; Walsh, K.; et al. Triboelectric nanogenerator based on cellulose nanocrystals and graphene for energy harvesting from piano playing motion. Nano. Energy. 2025, 138, 110816.
101. Chen, Y.; Deng, Z.; Ouyang, R.; et al. 3D printed stretchable smart fibers and textiles for self-powered e-skin. Nano. Energy. 2021, 84, 105866.
102. Yao, Y.; Lv, T.; Li, N.; Chen, Z.; Zhang, C.; Chen, T. Selected functionalization of continuous graphene fibers for integrated energy conversion and storage. Sci. Bull. 2020, 65, 486-95.
103. Zhang, X.; Tang, S.; Ma, R.; et al. High-performance multimodal smart textile for artificial sensation and health monitoring. Nano. Energy. 2022, 103, 107778.
104. Kim, I. H.; Choi, S.; Lee, J.; et al. Human-muscle-inspired single fibre actuator with reversible percolation. Nat. Nanotechnol. 2022, 17, 1198-205.
105. Zhu, Z.; Tian, Z.; Liu, Y.; et al. Human nervous system inspired modified graphene nanoplatelets/cellulose nanofibers‐based wearable sensors with superior thermal management and electromagnetic interference shielding. Adv. Funct. Mater. 2024, 34, 2315851.
106. Lu, J.; Ming, X.; Cao, M.; et al. Scalable compliant graphene fiber-based thermal interface material with metal-level thermal conductivity via dual-field synergistic alignment engineering. ACS. Nano. 2024, 18, 18560-71.
107. Wang, X.; Qin, J.; Cui, J.; Huang, L.; Yuan, Y.; Li, Y. Reduced graphene oxide/carbon nanofiber based composite fabrics with spider web-like structure for microwave absorbing applications. Adv. Fiber. Mater. 2022, 4, 1164-76.
108. Shu, C.; Han, Z.; Zheng, Z.; et al. Lightweight graphene-copper core-shell nanofiber fabric for highly efficient electromagnetic interference shielding. Carbon 2026, 247, 121061.
109. Gao, Y.; Liu, J.; Yang, S. Liquid crystalline reduced graphene oxide composite fibers as artificial muscles. Mater. Today. 2023, 69, 19-30.
110. Xiao, X.; Sun, Y.; Zhang, H.; Zhang, C.; Wan, Y. Fabrication and properties of waste paper fiber reinforced flexible graphene-based multifunctional electromagnetic shielding film. Nano. Mater. Sci. 2025, In Press.
111. Guo, Q.; Tian, H.; Cheng, Y.; et al. Structural-functional integrated graphene-skinned aramid fibers for electromagnetic interference shielding. ACS. Nano. 2024, 18, 33566-75.
112. VahidMohammadi, A.; Rosen, J.; Gogotsi, Y. The world of two-dimensional carbides and nitrides (MXenes). Science 2021, 372, eabf1581.
113. Lipatov, A.; Lu, H.; Alhabeb, M.; et al. Elastic properties of 2D Ti3C2Tx MXene monolayers and bilayers. Sci. Adv. 2018, 4, eaat0491.
114. Liu, L. X.; Chen, W.; Zhang, H. B.; et al. Super-tough and environmentally stable aramid. nanofiber@MXene coaxial fibers with outstanding electromagnetic interference shielding efficiency. Nanomicro. Lett. 2022, 14, 111.
115. Hart, J. L.; Hantanasirisakul, K.; Lang, A. C.; et al. Control of MXenes’ electronic properties through termination and intercalation. Nat. Commun. 2019, 10, 522.
116. Eom, W.; Shin, H.; Ambade, R. B.; et al. Large-scale wet-spinning of highly electroconductive MXene fibers. Nat. Commun. 2020, 11, 2825.
117. Rong, C.; Su, T.; Li, Z.; et al. Elastic properties and tensile strength of 2D Ti3C2Tx MXene monolayers. Nat. Commun. 2024, 15, 1566.
118. Yang, M.; Lou, H.; Kong, X.; et al. Recent advances in MXene-based fibers: fabrication, performance, and application. Small. Methods. 2023, 7, e2300518.
119. Zhou, T.; Yu, Y.; He, B.; et al. Ultra-compact MXene fibers by continuous and controllable synergy of interfacial interactions and thermal drawing-induced stresses. Nat. Commun. 2022, 13, 4564.
120. Zhao, X.; Zhang, J.; Lv, K.; Kong, N.; Shao, Y.; Tao, J. Carbon nanotubes boosts the toughness and conductivity of wet-spun MXene fibers for fiber-shaped super capacitors. Carbon 2022, 200, 38-46.
121. Uzun, S.; Seyedin, S.; Stoltzfus, A. L.; et al. Knittable and washable multifunctional MXene‐coated cellulose yarns. Adv. Funct. Mater. 2019, 29, 1905015.
122. He, Y.; Guo, S.; Qu, L.; Zhang, X.; Fan, T.; Miao, J. Oriented assembly and bridging of 2D nanosheets enabled high‐performance MXene composite fiber via dual‐spatially confined spinning. Adv. Funct. Mater. 2025, 35, 2419923.
123. Levitt, A.; Zhang, J.; Dion, G.; et al. MXene-based fibers, yarns, and fabrics for wearable energy storage devices. Adv. Funct. Mater. 2020, 30, 2000739.
124. Sun, S.; Zhu, X.; Wu, X.; et al. Covalent-architected molybdenum disulfide arrays on Ti3C2Tx MXene fiber towards robust capacitive energy storage. J. Mater. Sci. Technol. 2023, 139, 23-30.
125. Zheng, Y.; Wang, Y.; Zhao, J.; et al. Electrostatic interfacial cross-linking and structurally oriented fiber constructed by surface-modified 2D MXene for high-performance flexible pseudocapacitive storage. ACS Nano 2023, 17, 2487-96.
126. Shao, H.; Lin, Z.; Xu, K.; et al. Electrochemical study of pseudocapacitive behavior of Ti3C2Tx MXene material in aqueous electrolytes. Energy Storage Mater. 2019, 18, 456-61.
127. Rong, C.; Su, T.; Chu, T.; Zhu, M.; Zhang, B.; Xuan, F. Z. Tradeoff between mechanical strength and electrical conductivity of MXene films by nacre-inspired subtractive manufacturing. Small 2025, 21, e2411329.
128. Peng, Y.; Akuzum, B.; Kurra, N.; et al. All-MXene (2D titanium carbide) solid-state microsupercapacitors for on-chip energy storage. Energy. Environ. Sci. 2016, 9, 2847-54.
129. Wen, C.; Li, X.; Zhang, R.; et al. High-density anisotropy magnetism enhanced microwave absorption performance in Ti3C2Tx MXene@Ni microspheres. ACS. Nano. 2022, 16, 1150-9.
130. Zhao, X.; Wang, L. Y.; Tang, C. Y.; et al. Smart Ti3C2Tx MXene fabric with fast humidity response and Joule heating for healthcare and medical therapy applications. ACS. Nano. 2020, 14, 8793-805.
131. Wang, J.; Ma, X.; Zhou, J.; Du, F.; Teng, C. Bioinspired, high-strength, and flexible MXene/aramid fiber for electromagnetic interference shielding papers with Joule heating performance. ACS. Nano. 2022, 16, 6700-11.
132. Choi, S. B.; Meena, J. S.; Joo, J.; Kim, J. Autonomous self-healing wearable flexible heaters enabled by innovative MXene/polycaprolactone composite fibrous networks and silver nanowires. Adv. Compos. Hybrid. Mater. 2023, 6, 227.
133. Chang, J.; Pang, B.; Zhang, H.; Pang, K.; Zhang, M.; Yuan, J. MXene/cellulose composite cloth for integrated functions (if-Cloth) in personal heating and steam generation. Adv. Fiber. Mater. 2024, 6, 252-63.
134. Zhang, Q.; Lai, H.; Fan, R.; Ji, P.; Fu, X.; Li, H. High concentration of Ti3C2Tx MXene in organic solvent. ACS. Nano. 2021, 15, 5249-62.
135. Li, J.; Song, W.; Yu, Z.; et al. Interlocking structure based on AgNWs/Ti3C2Tx hybrid for self-powered bioelectronic. Nano. Energy. 2026, 147, 111625.
136. Levitt, A.; Hegh, D.; Phillips, P.; et al. 3D knitted energy storage textiles using MXene-coated yarns. Mater. Today. 2020, 34, 17-29.
137. Miao, J.; Tian, M.; Qu, L.; Zhang, X. Flexible, transparent and conductive wearable electronic skin based on 2D titanium carbide (MXene) ink. Carbon 2024, 222, 118950.
138. Gou, S.; Li, P.; Yang, S.; Bi, G.; Du, Z. High‐performance MXene/PEDOT‐PSS microscale fiber electrodes for neural recording and stimulation. Adv. Funct. Mater. 2025, 35, 2424236.
139. Maleski, K.; Mochalin, V. N.; Gogotsi, Y. Dispersions of two-dimensional titanium carbide MXene in organic solvents. Chem. Mater. 2017, 29, 1632-40.
140. Fan, Z.; He, H.; Yu, J.; et al. Binder-free Ti3C2Tx MXene doughs with high redispersibility. ACS. Mater. Lett. 2020, 2, 1598-605.
141. Seyedin, S.; Yanza, E. R. S.; Razal, J. M. Knittable energy storing fiber with high volumetric performance made from predominantly MXene nanosheets. J. Mater. Chem. A. 2017, 5, 24076-82.
142. Seyedin, S.; Uzun, S.; Levitt, A.; et al. MXene composite and coaxial fibers with high stretchability and conductivity for wearable strain sensing textiles. Adv. Funct. Mater. 2020, 30, 1910504.
143. Cheng, B.; Wu, P. Scalable fabrication of kevlar/Ti3C2Tx MXene intelligent wearable fabrics with multiple sensory capabilities. ACS. Nano. 2021, 15, 8676-85.
145. Li, S.; Fan, Z.; Wu, G.; et al. Assembly of nanofluidic MXene fibers with enhanced ionic transport and capacitive charge storage by flake orientation. ACS. Nano. 2021, 15, 7821-32.
146. Bi, L.; Garg, R.; Noriega, N.; et al. Soft, multifunctional MXene-coated fiber microelectrodes for biointerfacing. ACS. Nano. 2024, 18, 23217-31.
147. Su, Y.; Li, W.; Cheng, X.; et al. High-performance piezoelectric composites via β phase programming. Nat. Commun. 2022, 13, 4867.
148. Zhang, Y.; Dai, X.; Zhou, Y.; et al. Ultra-thin and sensitive pressure sensor based on MXene/PVDF-HFP composite fiber TENG for self-diagnosis of ligament injuries. Nano. Energy. 2024, 132, 110372.
149. Levitt, A.; Seyedin, S.; Zhang, J.; et al. Bath electrospinning of continuous and scalable multifunctional MXene-infiltrated nanoyarns. Small 2020, 16, e2002158.
150. Jia, F.; Lu, Z.; Huang, T.; et al. Twin-coated skeleton PEDOT:PSS/MXene/para-aramid nanofibers hybrid aerogel with efficient EMI shielding performance and tunable power coefficient. Adv. Compos. Hybrid. Mater. 2025, 8, 200.
151. Singh, A.; Kalra, V. Electrospun nanostructures for conversion type cathode (S, Se) based lithium and sodium batteries. J. Mater. Chem. A. 2019, 7, 11613-50.
152. Shao, W.; Tebyetekerwa, M.; Marriam, I.; et al. Polyester@MXene nanofibers-based yarn electrodes. J. Power. Sources. 2018, 396, 683-90.
153. Yu, C.; Gong, Y.; Chen, R.; et al. A solid-state fibriform supercapacitor boosted by host-guest hybridization between the carbon nanotube scaffold and MXene nanosheets. Small 2018, 14, 1801203.
154. Mu, J.; Jung de Andrade, M.; Fang, S.; et al. Sheath-run artificial muscles. Science 2019, 365, 150-5.
155. Helland, A.; Wick, P.; Koehler, A.; Schmid, K.; Som, C. Reviewing the environmental and human health knowledge base of carbon nanotubes. Environ. Health. Perspect. 2007, 115, 1125-31.
156. Zhang, J.; Yang, T.; Tian, G.; et al. Spatially confined MXene/PVDF nanofiber piezoelectric electronics. Adv. Fiber. Mater. 2023, 6, 133-44.
157. Mokhtari, F.; Usman, K. A. S.; Zhang, J.; et al. Enhanced acoustoelectric energy harvesting with Ti3C2Tx MXene in an all-fiber nanogenerator. ACS. Appl. Mater. Interfaces. 2025, 17, 3214-28.
158. Yang, Y.; Luo, P.; Gu, L.; et al. Conductive and hydrophilic fiber for high-efficient hydroelectric generators. Nano. Energy. 2025, 138, 110826.
159. Pu, J.; Zhao, X.; Zha, X.; et al. Multilayer structured AgNW/WPU-MXene fiber strain sensors with ultrahigh sensitivity and a wide operating range for wearable monitoring and healthcare. J. Mater. Chem. A. 2019, 7, 15913-23.
160. Zhou, S.; Zhang, C.; Fu, Z.; et al. Color construction of multi-colored carbon fibers using glucose. Nat. Commun. 2024, 15, 1979.
161. Kong, N.; Ren, T.; Yang, H.; et al. High‐performance flexible gas sensor using natural rubber/MXene composite for selective and stable VOC detection. Adv. Mater. Interfaces. 2024, 12, 2400565.
162. Lorencova, L.; Kasak, P.; Kosutova, N.; et al. MXene-based electrochemical devices applied for healthcare applications. Mikrochim. Acta. 2024, 191, 88.
163. Guo, Z.; Li, Y.; Lu, Z.; Chao, Y.; Liu, W. High-performance MnO2@MXene/carbon nanotube fiber electrodes with internal and external construction for supercapacitors. J. Mater. Sci. 2022, 57, 3613-28.
164. Huang, Y.; Spiece, J.; Parker, T.; Lee, A.; Gogotsi, Y.; Gehring, P. Violation of the Wiedemann-franz law and ultralow thermal conductivity of Ti3C2Tx MXene. ACS. Nano. 2024, 18, 32491-7.
165. Zhang, X.; Wang, X.; Lei, Z.; et al. Flexible MXene-decorated fabric with interwoven conductive networks for integrated Joule heating, electromagnetic interference shielding, and strain sensing performances. ACS. Appl. Mater. Interfaces. 2020, 12, 14459-67.
166. Wang, Q. W.; Zhang, H. B.; Liu, J.; et al. Multifunctional and water‐resistant MXene‐decorated polyester textiles with outstanding electromagnetic interference shielding and Joule heating performances. Adv. Funct. Mater. 2018, 29, 1806819.
167. Jin, L.; Guo, X.; Gao, D.; et al. NIR-responsive MXene nanobelts for wound healing. NPG. Asia. Mater. 2021, 13, 24.
168. Han, M.; Zhang, D.; Singh, A.; et al. Versatility of infrared properties of MXenes. Mater. Today. 2023, 64, 31-9.
169. Hassan, T.; Park, C.; Naqvi, S. M.; et al. MXenes for infrared thermal management. ACS. Nano. 2025, 19, 40703-32.
170. Li, X.; Li, M.; Li, X.; Fan, X.; Zhi, C. Low infrared emissivity and strong stealth of Ti-based MXenes. Research 2022, 2022, 9892628.
171. Sun, G.; Wang, P.; Meng, C. Flexible and breathable iontronic tactile sensor with personal thermal management ability for a comfortable skin-attached sensing application. Nano. Energy. 2023, 118, 109006.
172. Zuo, X.; Fan, T.; Qu, L.; Zhang, X.; Miao, J. Smart multi-responsive aramid aerogel fiber enabled self-powered fabrics. Nano. Energy. 2022, 101, 107559.
173. Uzun, S.; Han, M.; Strobel, C. J.; et al. Highly conductive and scalable Ti3C2Tx-coated fabrics for efficient electromagnetic interference shielding. Carbon 2021, 174, 382-9.
174. Zhang, W.; Miao, J.; Tian, M.; Zhang, X.; Fan, T.; Qu, L. Hierarchically interlocked helical conductive yarn enables ultra-stretchable electronics and smart fabrics. Chem. Eng. J. 2023, 462, 142279.
175. Ye, L.; Liu, L. X.; Jin, M.; et al. Interfacial confinement derived high-strength MXene@graphene oxide core-shell fibers for electromagnetic wave regulation, thermochromic alerts, and visible camouflage. Small 2025, 21, e2411735.
176. Guan, T.; Hu, W.; Shen, S.; et al. Flow-regime-controlled fabrication of CNT-bridged vertically aligned rGO/MXene fibers for high-performance fiber supercapacitors. Adv. Mater. 2026, 38, e16561.
177. Shen, Y.; Zhang, J.; Guan, F.; Wang, J.; Li, X.; Zhang, T. Low-temperature-operable MXene/PEDOT/graphene fiber-based supercapacitors with ultrahigh energy density. Chem. Eng. J. 2025, 526, 171098.
178. Xie, F.; Du, Y.; Chu, M.; et al. Microfluidic-oriented assembly of MXene composite fibers for flexible zinc ion supercapacitors with high energy density. Chem. Eng. J. 2025, 513, 162864.
179. Xu, Z.; Zhang, Y.; Li, P.; Gao, C. Strong, conductive, lightweight, neat graphene aerogel fibers with aligned pores. ACS. Nano. 2012, 6, 7103-13.
180. Ling, Z.; Ren, C. E.; Zhao, M. Q.; et al. Flexible and conductive MXene films and nanocomposites with high capacitance. Proc. Natl. Acad. Sci. U. S. A. 2014, 111, 16676-81.
181. Mansour, A. E.; Kirmani, A. R.; Barlow, S.; Marder, S. R.; Amassian, A. Hybrid doping of few-layer graphene via a combination of intercalation and surface doping. Acs Appl. Mater. Interfaces 2017, 9, 20020-8.
182. Ma, W.; Liu, Y.; Yan, S.; et al. Chemically doped macroscopic graphene fibers with significantly enhanced thermoelectric properties. Nano Res. 2018, 11, 741-50.
183. Jung, N.; Kim, N.; Jockusch, S.; Turro, N. J.; Kim, P.; Brus, L. Charge transfer chemical doping of few layer graphenes: charge distribution and band gap formation. Nano Lett. 2009, 9, 4133-7.
184. Li, J.; Xu, S.; Li, Y.; Huang, H.; Liang, X.; Yang, Y. Ultrasound-driven fibrous MXene and graphene formation via molecular interactions for asymmetric supercapacitors with enhanced charge storage. Energy. Storage. Mater. 2025, 80, 104433.
Cite This Article
How to Cite
Download Citation
Export Citation File:
Type of Import
Tips on Downloading Citation
Citation Manager File Format
Type of Import
Direct Import: When the Direct Import option is selected (the default state), a dialogue box will give you the option to Save or Open the downloaded citation data. Choosing Open will either launch your citation manager or give you a choice of applications with which to use the metadata. The Save option saves the file locally for later use.
Indirect Import: When the Indirect Import option is selected, the metadata is displayed and may be copied and pasted as needed.
About This Article
Special Topic
Copyright

Data & Comments
Data
0













Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at [email protected].